Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
Titolo: Saldatura appunti da manuale Mar Lug 19, 2022 5:34 pm
Saldatura appunti da manuale
definizione: procedimentoche permette di ottenere l'unione permanente dei pezzi metallici processati. Sottol'azione del calore, con o senza apporto di materiale metallico , in modo da realizzare nei tratti di collegamento, la continuità fra i pezzi stessi. Per saldatura si intende anche il giunto di saldaturae la zona interessata a tale collegamento. Si dice metallobase il materiale metallico che costituisce i pezzi da saldare ,metallo d'apporto o riporto quello che può essere aggiunto al metallo base per ottenere il giunto saldato. Si possono classificare in base all'energia impiegata per il riscaldamento ed il procedimento di utilizzazione di tale energia. SALDATURA AD ARCO ELETTRICO Saldatura per fusione ,in cui il calore necessario al processo , è prodotto dallo spostamento di elettroni,attraverso un mezzo gassoso ionizzato, sotto forma di arco voltaico, che si fa scoccare e si stabilisce fra due elettrodi. POLARITA' Diretta o "Normale", Polarità inversa se invertiti i poli. L'elettrodo è collegato al polo negativo (catodo) il pezzo a quello positivo anodo, in corrente continua. L'intensità di corrente di saldatura o di regime,la corrente che attraversa l'elettrodo al pezzo, all'orchè l'arco è innescato. ESSA è minore della corrente di adescamento (o innesco arco elettrico) e di corto circuito . La " penetrazione" : per un determinato diametro dell'anima dell'elettrodo,aumentando Is aumenta la velocità di fusione, e di conseguenza , la quantità di metallo depositato per unità di lunghezza. Ilbagno di fusione è portato ad una temperatura più elevata ,ed è quindi la fusione è più profonda ( penetrazione) . Perchè sia possibile adescare o innescare l'arco elettrico, la tensione fra elettrodo ed il pezzo( tensione di adescamento) o di accensione Va , deve raggiungere un certo valore che varia secondo ildiametro dell'elettrodo, 50\ 90 volt , è maggiore per gli elettrodi con diametro minore. LA TENSIONE di arco o di saldatura ad arco innescato Vs è piu bassa dai 20 A 44 volt * alluminio preriscaldo del pezzo + 100° \350° a seconda dello spessore da saldare e la sezione dei pezzi Accurata pulizia del giunto , si usa corrente continua con polarità inversa , corrente alternata con scintilla pilota , meglio saldatura ad arco sommerso in atmosfera inerte ( ARGON) T.I.G. M.I.G. Per saldare l'alluminio occorre corrente continua per sabbiatura ionica e rottura superficiale dell'ossido di alluminio. La saldatura manuale si puo tirare o spingere.Il bagno di fusione deve essere sempre dietro la torcia o l'elettrodo SALDATURA AD ARCO IN ATMOSFERA GASSOSA DI PROTEZIONE Questi metodi, ad arco visibile, sono caratterizzati da una ATMOSFERA gassosa , di opportuna composizione , destinata a proteggere il bagno di fusione ed il metallo fuso. Le principali tecniche sono: con elettrodo non fusibile in atmosfera inerte( T.I.G. ossia tungsten inert gas welding) con elettrodo fusibile in atmosferainerte ( M.I.G. cioè metal inert gas ) con elettrodo fusibile in atmosfera attiva ( M.A.G. metal active gas Possono essere eseguite manualmente da un operatore qualificato ( SALDATORE) o automaticamente da posizionatori. La saldatura con elettrodo non fusibile in atmosfera inerte ( T.I.G.) sono caratterizzate dalla " TORCIA" di saldatura, che portal'elettrodo di tungsteno infusibile. Permette l'afflusso del gas inerte ( ARGON) , è collegata alla saldatrice ed è refrigerata con acqua.La postazione di saldatura è compleata da una saldatrice in ( corrente continua / e o corrente alternata con scintilla pilota) adatta per questo tipo di saldatura,un eventuale filo di metallo di apporto , una bombola di gas (ARGON) con riduttore di pressione e misuratore di portata , un economizzatore elettrico, o meccanico, che consente l'erogazione dell'argon all'accensione dell'arco o l'interruzione dell'efflusso di gas quando l'arco è sisinnescato. L'argon è contenuto in bombole alla pressione di 2ooKg f/cm2 (16,61 MPA) viene utilizzato sulla torcia con una pressione di 0,5Kgf /cm2( 49KPA) nella quantità richiesta dal lavoro da eseguire ( da 2 a 15 litri al minuto) . Il diametro dell'elettrodo da impiegare , è scelto in base all'intensità di corrente da usare nel lavoro da effettuare. L'arco è alimentato comunemente da corrente alternata con scintilla pilota ( alta frequenza) e da corrente continua in polarità diretta , la polarità inversa a parità di intensità di corrente da scarsa penetrazione e l'elettrodo fonde e si deteriora ,viene usato per alluminio, o leghe , acciaio inox , e leghe , magnesio, e acciai dolci e sottili. Saldature con elettrodi fusibili in atmosfera inerte ( M.I.G.)o attiva( M.A.G.) Alla torcia fanno capo il filo ( elettrodo ) fusibile, contenuto in una guaina ,avvolto in un apposito aspo, ed è fatto avanzare automaticamente , il condotto del gas di protezione il cavo porta corrente di saldatura e la tubazione dell’eventuale refrigerante ( acqua). Una adatta saldatrice , la bombola di gas protettivo e gli accessori, analoghi a quelli della saldatura a TIG . IL trasferimento del metallo d’apporto , sotto forma di gocce , del filo fusibile al pezzo assume in questo processo di saldatura una notevole importanza , con trasferimento a spruzzo ( spray arc) avente modalità analoghe a quelle della saldatura manuale con elettrodi rivestiti , l’intensità di corrente condiziona la velocità di fusione del filo in funzione delle proprietà dell’arco elettrico, con trasferimento ad immersione ( SHORT ARC) . Mantenendo volutamente ridotta la lunghezza dell’arco , le gocce che si formano entrano immediatamente in contatto col bagno di fusione provocando così cortocircuiti ed istantanee forti erogazioni di corrente minori tensioni d’arco ( 15- 25 Volt) più basse rispetto all’altro tipo di trasferimento , la penetrazione è modesta adatta per prime passate e piccoli spessori ( minori di 1mm) per tubi. Lo spray arc si adatta per ( archi con alto livello termico ) per riempimenti su grossi spessori , saldature ad angolo su pezzi massicci di notevoli dimensioni . IL passaggio da un tipo di trasferimento all’altro, è condizionato non solo dalla lunghezza dell’arco , dalla tensione e dall’intensità di corrente , ma anche dal diametro del filo dal gas protettivo ( ARGON; CO2 o miscele di anidride carbonica) short arc – spray arc , diametri fili = 0,8 I= 75 Ampere; diametro 1mm I = 200Ampere ; 1,6 mm spessore filo I = 225 Ampere . I gas possono essere inerti ( argon) , dotati di una certa attività chimica con tendenze ad ossidare il bagno di fusione ( argon, alluminio , acciaio inox leghe non ferrose) Anidride carbonica fili con leghe di MN e Si. Saldature in piano , frontale, su giunti a spigolo , a L a T saldature verticali ascendente , verticale discendente sopratesta ( posizioni) SALDATURE AD ARCO IN ATMOSFERA GASSOSA DI PROTEZIONE L’esigenza di proteggere il bagno di fusione dall’azione nociva dell’aria si ha tanto nel caso degli acciai, per garantire la tenuta stagna del giunto, quanto nel caso di non ferrosi. Risultano saldabili senza difficoltà e con risultati ottimi, quando si evita il contatto con l’OSSIGENO , dannosissimo a causa della sua grande affinità con l’ALLUMINIO ( per cui forma un legame chimico , il SESQUIOSSIDO Al2 O2 durissimo e quasi impossibile da eliminare , perché il sesquiossido noto come allumina , fonde a circa 2000° C., mente il metallo base fonde a meno di 660 ° C. I gas protettivi sono: RGON, ELIO, Anidride Carbonica ( CO2 ) Idrogeno e Azoto. L’ossigeno si usa miscelato con Argon o altri gas. SALDATURA a T.I.G. In questo metodo l’arco scocca fra un elettrodo infusibile di Tungsteno ( elettrodo infusibile) ed il metallo base. Il metallo di apporto , costituito da una bacchetta nuda , viene depositato a parte. L’operatore agisce con una tecnica affine a quella della saldatura a gas ( brasatura) tenendo nella mano destra la torcia porta elettrodo ( come il cannello della fiamma ossidrica o cannello ossiacetilenico ) e nella sinistra la bacchetta di materiale d’apporto . le condizioni di saldatura rispetto a quella ossiacetilenica , sono agevolate dall’assenza della fiamma e di vapori di flussi disossidanti e per la grande potenza dell’arco. L’ impianto è costituito da una torcia porta elettrodo infusibile, il generatore di corrente alternata, o continua ,(a seconda del metallo da usare) la bombola contenente il gas inerte ( argon) con riduttore di pressione e di misuratore di portata, ( flussometro) impianto refrigerazione acqua. ALIMENTAZIONE ELETTRICA A) CORRENTE CONTINUA: polarità diretta ( negativo all’elettrodo) per saldare acciai comuni o poco legati, per acciai inox , per rame e leghe, titanio nichel. B) CORRENTE ALTERNATA: per la saldatura delle leghe contenenti alluminio ( leghe leggere , ed ultraleggere, bronzi d’alluminio). Queste leghe presentano il grave inconveniente della facile ossidabilità . La pellicola d’ossido fonde a 2000° C. . Quindi molto piu tardi del metallo di base e crea pericoli di sfondamento . Se si operasse in corrente continua, polarità inversa, il flusso di elettroni dal bagno di fusione all’elettrodo romperebbe la pellicola di ossido superficiale, si consumerebbe velocemente l’elettrodo scintilla pilota. Saldatura Definizione: Procedimento usato, per realizzare a caldo giunzioni stabili tra pezzi metallici con o senza apporto di materiale fuso. Se ne distinguono quattro tipi fondamentali : per la fusione ( a lembi accostati dei pezzi da saldare, vengono fusi insieme) Saldobrasatura ( tra lembi accostati si fa calare un materiale ad alto punto di fusione ) Brasatura ( tra lembi sovrapposti si infiltra un materiale d’apporto a basso punto di fusione . Saldatura per pressione ( i lembi vengono riscaldati fino al punto di fusione o di pastosità e poi pressati insieme) Saldatura per fusione : La saldatura a gas , adatta a tutti i materiali metallici ( esclusi gli acciai inossidabili) ,utilizza la fiamma di un cannello a gas( in genere ossiacetilenico ) . La saldatura ad arco elettrico, che si stabilisce fra i due elettrodi , uno dei quali è generalmente il pezzo da saldare, mentre l’altro è la bacchetta del materiale d’apporto ( elettrodo rivestito, o bacchetta nuda) . La saldatura ad idrogeno Atomico per acciai e leghe leggere impiega elettrodi di tungsteno il cui arco dissocia in ATOMI le molecole di idrogeno soffiato da appositi ugelli che poi ricomponendosi producono il calore che fonde il materiale d’apporto , in filo continuo . La SALDATURA al plasma, per acciaio inossidabile , nichel e titanio, produce attraverso un arco elettrico l’altissima ( oltre 5500° C)necessaria per portare allo stato di plasma, gas come argon , elio , idrogeno, e azoto, insufflati ,in un cannello di rame che funge da anodo , con al centro il catodo di tungsteno. LASALDATURA ALLUMINOTERMICA o alla termite , utilizza il calore prodotto dalla reazione isotermica che si innesca fra i componenti della termite ( sesquiossido di ferro e alluminio) quando viene riscaldato a circa 1000 ° C. SALDATURA per PRESSIONE : comprende 3 sistemi principali NELLA saldatura a fuoco o bollitura , i lembi da unire vengono riscaldati fino allo stato plastico e poi sovrapposte e martellate e pressati senza apporto di materiale; NELLA SALDATURA ELETTRICA per resistenza il calore è prodotto per effetto JOULE dalla corrente elettrica fatta passare attraverso le superfici di contatto dei lembi sovrapposti da unire: nella SALDATURA ELETTRICA A SCINTILLIO il calore è prodotto dagli archi elettrici che si formano fra i lembi collegati con un polo e poi accostati. SALDOBRASATURA . BRASATURA : la SALDOBRASATURA detta un tempo brasatura forte , è nota come saldatura ALL’OTTONE , si usa per saldare GHISA; ACCIAIO, RAMEe le sue leghe, facendo calore ai lembi accostati. UN materiale d’apporto ad alto punto di fusione (800-900° C.) di solito una lega di rame . Si usa un cannello ossiacetilenico per il preriscaldo . La brasatura dolce è nota come saldatura a stagno e si esegue infiltrando fra le due superfici da unire ( acciaio , rame, zinco ,stagno) un materiale di apporto a basso punto di fusione ( lega 60% stagno, 40% piombo ) fuso dal calore di un saldatore elettrico o un cannello a gas ( tipo “stagnino”) LA SALDATURA è un collegamento fra solidi , che realizza la continuità del materiale fra le parti unite. QUANDO non viene altrimenti specificato , si designa con il semplice termine SALDATURA fra metalli. Ottenuta con collegamento metallico , tale cioè da stabilire la continuità del reticolo cristallino metallico nella zona di giunzione. Questo esclude i collegamenti per mezzo di collanti anche se destinati a superfici metalliche. LA SALDATURA , può indicare il procedimento della giunzione , quanto il risultato della giunzione stessa, cioè il giunto. IL metallo base è quello che costituisce i pezzi da saldare .Materiale d’apporto è quello aggiunto al metallo base per ottenere il collegamento I procedimenti principali sono due: SALDATURA AUTOGENA e la BRASATURA La saldatura autogena comprende tutti procedimenti in cui il giunto si autogenera da parte del metallo base quando i lembi da unire di quest’ultimo sono portati ad un alto livello di energia tale da permettere una mobilità atomica sufficiente a costituire un reticolo cristallino nella zona di giunzione . Questa si ottiene in due modi :per fusione dei lembi e successiva cristallizzazione . Per pressione accompagnata da un livello termico sufficientemente alto per permettere la sincristallizzazione delle parti delle superfici affacciate e premute l’una contro l’altra. La brasatura è invece una saldatura eterogenea , cioè ottenuta a mezzo dell’apporto di metallo fuso fra due lembi di materiale base solidi. Fra tali lembi il metallo d’apporto liquido penetra per il fenomeno della capillarità superficiale e poi solidificandosi li collega fra loro. In ognuna di tali categorie e procedimenti di saldatura si diversificano a seconda della sorgente di calore utilizzata ed ancora a seconda della modalità pratiche di impiego di ognuna di tali sorgenti. SALDATURA ad ARCO ELETRICO: L’arco elettrico è una sorgente di calore molto adatta per ottenere la fusione dei lembi da saldare ; per la sua pratica applicazione richiede due condizioni fondamentali A) Facilità di accensione dell’arco e tensione piuttosto bassa B) Stabilità dell’arco. La prima condizione è realizzata attraverso il riscaldamento del catodo ( a mezzo di un cortocircuito di adescamento) , oppure ionizzando l’ambiente d’arco a mezzo di una debole corrente di alta frequenza: in tali modi la tensione di accensione dell’arco può essere contenuta nell’ordine di 60- 80 V volt. La seconda condizione cioè la stabilità d’arco è garantita da una speciale concezione della macchina saldatrice , la cui caratteristica statica di funzionamento deve avere andamento tale ( di solito cadente) da intersecare in modo stabile la caratteristica dell’arco alimentato. L’arco elettrico per saldatura può essere alimentato in corrente continua o in corrente alternata . In questo il funzionamento è più critico perché l’arco deve spegnersi e riaccendersi ad ogni alternanza e quindi richiede una atmosfera difacile ionizzabilità per potersi riadescare prontamente all’inizio di ogni alternanza . Normalmente la tensione d’arco in saldatura è dell’ordine di 25/30 , ma in applicazioni speciali ( saldature in atmosfera inerte ) può anche scendere di 10 V volt .La corrente di saldatura può variare assai, a seconda delle applicazioni , passando da poche decine di ampere A fino 300-400 A . Nelle saldature manuali,e superando 1000 Ampere in certi casi di saldature automatiche. IL procedimento di saldatura all’Arco Elettrico oggi più diffuso è quello con elettrodi fusibili rivestiti. L’arco che scocca fra l’estremità dell’elettrodo e il metallo sviluppa tanto calore da fondere sia l’estremità dell’elettrodo ,sia una coppetta cratere di metallo base, dall’estremità dell’elettrodo si staccano delle piccole gocce di metallo che cadono nella coppetta fusa di metallo base, formando il metallo base di apporto. Il calore dell’arco fa anche volatilizzare man mano l’estremità del rivestimento . i gas aureali così formati in parte vanno a contatto del bagno di fusione e del metallo base e condensano, formando una scoria, prima liquida che protegge e modella il bagno di fusione mentre solidifica, che ricopre il cordone di saldatura mentre raffredda. Il passaggiodel metallo attraverso l’arco avviene non per gravità , come dimostra il fatto che si può saldare in tutte le posizioni , ma per combinazioni di varie cause: AZIONE ELETTRICA, di pinch effect, che tende a staccare le gocce di metallo dalla punta dell’eletrodo .Minore massa termica dell’elettrodo che si riscalda quindi di più del metallo base . INGLOBAMENTO di gas nelle gocce di metallo che si formano all’estremità dell’elettrodo e a causa dell’alta temperatura scoppio di tali gocce , che vengono spuzzate verso il metallo base. Volatilizzazione di una parte di tali goccioline e successiva condensazione del bagno di fusione . Il passaggio del metallo d’apporto nell’arco varia continuamente , la lunghezza dell’arco e ne squilibria disordinatamente il funzionamento . Le macchine saldatrici devono avere oltre ad una caratteristica statica che assicuri il funzionamento stabile dell’arco, , anche la capacità di pronto intervento per correggere gli squilibri dinamici dell’arco ,anche la capacità di pronto intervento per correggere gli squilibri dinamici dell’arco in modo da garantire le volute condizioni di saldatura. MACCHINE SALDATRICI AD ARCO ELETRICO:a corrente continua,a corrente alternata gruppi convertitori rotanti, trasformatori rotanti , trasformatori statici , alternatori rotanti. *-----------------------------------------------------------------------------------* “plasma, stato di aggregazione della materia che si aggiunge ai 3 comunemente noti, solido liquido gassoso, costituito da un gas altamente ionizzato , cioè tale che gli atomi e le molecole costituenti risultano privi di tutti o quasi gli elettroni , poiché il plasma è neutro , dal punto di vista elettrico , esso appare come una miscela di ioni positivi e di elettroni negativi, le cui cariche si neutralizzano a vicenda. E’ possibile ottenere plasma partendo da un gas a bassa pressione e riscaldandolo fino a temperature molto alte , anche dell’ordine di 10 alla 6, 10 alla 8 K.” *-----------------------------------------------------------------------------------------* STICH out o minima distanza elettrodo pezzo. Pinch effect o effetto strozzato È necessario innescare l’arco portando l’elettrodo del pezzo metallo base L’elettrodo forma il cratere , il gas l’aureola protettiva. Saldatura a filo continuo ( M.I.G. M.A.G.) L’elettrodo è costituito da un filo continuo consumabile ( materiale d’apporto) ,che si svolge da una bobina ( ASPO), dalla testa guida filo fuoriesce un gas protettivo come nel procedimento T.I.G. Se il gas è inerte tipo argon e protegge solamente il bagno di fusione , il procedimento si definisce M.I.G. METAL INERT GAS Welding . Saldatrici in gas inerte con elettrodo metallico ( gas ARGON ELIO) . Se il gas è attivo ( ossia ossidante , esempio CO2 anidride carbonica) il procedimento è detto M.A.G. METAL ACTIVE gas Welding. Un impianto di saldatura a filo continuo comprende la bobina , su cui è avvolto l’elettrodo , l’alimentazione elettrica , l’impianto che fornisce la corrente gassosa di protezione , l’impianto per l’acqua di raffreddamento ,e il dispositivo di avanzamento filo. L’alimentazione si effettua in corrente continua , polarità inversa; la caratteristica d’arco è tale che, quando l’arco si allungasse la corrente elettrica diminuirebbe , rallentando la velocità di fusione del filo. Pertanto si ottiene automaticamente la regolazione dell’arco . I generatori di corrente : corrente continua, corrente alternata. Devono possedere la caratteristica discendente , la tensione ai morsetti, della macchina deve scendere automaticamente con l’aumentare della corrente erogata. Una generatrice per saldatura ad arco, oltre ad avere un’ottima caratteristica Discendente , ed una corrente corto circuito ( quando l’elettrodo tocca il pezzo da saldare per innesco arco , non raggiunge valori elevati, come corto circuito accidentale fra i deve 1) possedere una caratteristica dinamica sensibile ,ossia la tensione e la corrente devono seguire istantaneamente le variazioni della lunghezza d’arco, dovute al passaggio di goccioline e materiale dalla bacchetta ( filo, elettrodo) al pezzo in saldatura 2) l’innesco arco deve essere facile. 3) L a regolazione dell’intensità di corrente deve avvenire in modo continuo , entro vasti limiti, in rapporto al diametro dell’elettrodo impiegato ed alle condizioni di raffreddamento del pezzo. LE SALDATURE: Come si è accennato, la saldatura ha subito in questi ultimi decenni un importante e uno sviluppo senza precedenti , oltre a soppiantare quasi completamente la chiodatura , viene applicata in moltissimi altri campi delle costruzioni meccaniche . Ad esempio vengono attualmente composti a mezzo di parti saldate moltissimi pezzi che diversamente dovrebbero ricavati con complicatissime operazioni di fucinatura e stampaggio o con lunghe e costose lavorazioni alle macchine utensili . La saldatura oggi può garantire una resistenza di collegamento pari o anche superiore a quella posseduta dagli stessi organi ,quando vengono costruiti in un solo pezzo , si è rivelato un metodo costruttivo insostituibile per la sua economicità , in confronto ad altri procedimenti tecnologici Per saldatura si intende il processo mediante il quale si effettua l’unione di pezzi metallici sotto l’azione del calore ,con o senza apporto di materiale metallico , in modo da realizzare nei tratti di collegamento la continuità nei pezzi stessi. Saldatura AUTOGENA. I lembi da unire durante la saldatura partecipano direttamente all’unione. Per fusione: Il collegamento avviene, con o senza materiale d’apporto . Quando i lembi raggiungono la fusione , senza che venga esercitata pressione alcuna fra le parti da unire. Ad arco: Il calore necessario è fornito da un arco elettrico voltaico, che viene stabilito fra le parti da saldare ed un apposito elettrodo . Gli elettrodi oggi usati sono quelli metallici , con adatto rivestimento. SALDATURA MANUALE CON ELETTRODI RIVESTITI: E’ il processo più comunemente usato . La fusione graduale degli elettrodi fornisce il materiale d’apporto, mentre il rivestimento che fondendo protegge il bagno, può anche compiere altre funzioni importanti. Saldatura AUTOMATICA ad Arco Sommerso: L’elettrodo è costituito da un filo del diametro di 3 -10 mm , che avanza , trascinato da un apposito motorino, con velocità regolata automaticamente. La saldatura è molto veloce . E’ molto usata per costruzioni navali grandi serbatoi cisterne caldaie , condotte forzate ecc. Saldatura ad arco in atmosfera inerte. L’arco scocca in atmosfera di gas inerte I procedimenti attuali sostituiscono il processo ARCATOM ( ATMOSFERA IDROGENO), dove saldature imperfette e fragili. Procedimento T.I.G. ( tungsten inert arc). L’elettrodo è infusibile di tungsteno , ed è al centro di un tubetto refrattario , da cui fuoriesce gas argon ( o altro gas inerte). Il metallo d’apporto è fornito come per la saldatura ossiacetilenica in bacchette nude come per le brasature. E’ un procedimento molto eseguito manualmente , per acciai inox , leghe leggere, alluminio, , titanio ecc. PROCEDIMENTO M.I.G. ( METAL INERT GAS). L’arco scocca in un gas inerte ( Argon, Elio, miscele gassose Argon-Elio.) IL metallo d’apporto un filo è fornito da una bobina (aspo) che esce automaticamente dalla pistola ( TORCIA) ad opera di un motorino trascinafilo. PROCEDIMENTO M.A.G: ( METAL ACTIVE GAS) . Come il MIG , ma il gas contenente Ossigeno ( ANIDRIDE CARBONICA CO2, oppure CO2 con Argon CO2 con Ossigeno , Argon con Ossigeno. OSSIACETILENICA ( a gas). Il calore necessario viene prodotto dalla combustione di un gas con l’ossigeno, il metallo d’apporto viene generalmente fornito sotto forma di o di una bacchetta nuda. Il gas è l’ACETILENE. Saldatura per pressione. L’unione si ottiene portando i lembi alla temperatura di fucinatura o di fusione, ed esercitando una pressione fra i lembi da unire, si hanno saldature a fuoco o a resistenza. SALDATURA A FUOCO : Detta anche “ bollitura” , al gas d’acqua ecc. I pezzi da unire portati alla temperatura necessaria, a mezzo di fucina, con bruciatore o forno, si saldano sfruttando la plasticità del materiale mediante martellatura (rifollatura) pressione meccanica. *”Cianfrino” Con la parola cianfrinatura si indica la preparazione dei bordi , nel senso della definizione che seguono. Se la superficie è costituita da un piano inclinato rispetto alla superficie dell’elemento , l’operazione è detta smussatura . Cianfrino : spazio tra due lembi convenientemente preparati , destinati ad essere riempito dal matallo ( apporto) per realizzare la saldatura. Se i lembi aderiscono, il cianfrino ha volume nullo . Il profilo e la sezione trasversale del cianfrino . Lembi del cianfrino ( o lembi da saldare) sono la superficie delimitanti il cianfrino. Vertice della saldatura , è la zona della prima passata di saldatura , più distante dal saldatore. SPALLA ( S) , è la porzione del lembo di un cianfrino, trovantesi nella zona del vertice della saldatura, facente un angolo con la restante parte della superficie del lembo e parallela ad un corrispondente tratto dell’altro lembo del cianfrino. Con G si indica la distanza fra i lembi ( distanza minima di una data sezione o GAP) . LA Profondità ( d) del cianfrino è la profondità della parte di cianfrino che si trova sopra o sotto la spalla. T è lo spessore della lamiera in mm con alfa si indica l’angolo di apertura tra i due opposti piani dei lembi da saldare nel cianfrino. Con gamma l’angolo solido ,angolo al vertice formato dal lembo cianfrinato di un elemento e dalla superficie dell’elemento stesso , con beta , l’angolo di cianfrino ,angolo acuto formato da una parte piana col lembo cianfrinato di un elemento rispetto al piano perpendicolare alla superficie dell’elemento stesso che contiene l’asse del cianfrino. Se manca la spalla ,si ha il lembo vivo. Il cianfrino è semplice quando i suoi lembi si aprono in una sola direzione, è Doppia quando si aprono in due direzioni opposte. Solcatura al vertice: è l’operazione destinata a produrre un solco concavo dal lato opposto a quello della saldatura stessa Scalpellatura al vertice Lo scopo della preparazione è di assicurare il grado di penetrazione e la facilità di saldatura , necessari per ottenere un giunto sano. La scelta della preparazione è data a) Il processo di saldatura ( sorgente di calore, caratteristiche esecuzione) b) La posizione della saldatura c) Lo spessore delle lamiere ed il tipo di giunto d) Grado di penetrazione richiesto alla saldatura e) La possibilità o meno di evitare deformazioni al pezzo f) Economia nella preparazione dei lembi e nel consumo del materiale d’apporto g) La natura del metallo base. Le saldature si usano nelle tubazioni , nelle costruzioni di caldaie , serbatoi . Tra i vantaggi dell’uso delle strutture saldate in confronto a quelle fuse . La saldatura è inoltre diffusa per applicare rinforzi, nervature , formagelle raccordi. Costruire telai carpenterie metalliche chassis , strutture reticolari tralicci in profilato. SALDATURE FORTI: Il materiale di apporto è una lega di rame e zinco e stagno ( circa 55Cu , 40Zn , 5 Sn) con punto di fusione a 800-900° C., ma sempre inferiore a quello dei pezzi da saldare , i quali vengono portati a temperature inferiori a quella di fusione , o alla fiamma indi cosparsi della lega e poi compressi e martellati. Saldatura dolce o debole. Il materiale d’apporto consiste in una lega di stagno e di piombo , in diverse proporzioni , anche con aggiunta di piccole quantità di bismuto per renderlo più fusibile . Si impiega il saldatore di rame o elettrico , o il cannello ferruminatorio. SALDATURA per fusione o AUTOGENA Si riscaldano le parti da riunire sino ad ottenere il passaggio allo stato fluido , con o senza materiale addizionale o di apporto. Si riscaldano le parti da riunire sino ad ottenere il passaggio allo stato fluido , con o senza addizionale o di apporto. La resistenza di un cordone , di saldatura dipende dalle sue dimensioni, e dalla qualità del materiale impiegato per la saldatura , dall’area della sezione resistente utile o netta del cordone di saldatura , è uguale al prodotto della lunghezza l del cordone per l’altezza a netta Giunti tra lamiere accostate di costa testa a testa –sovrapposte ad angolo Saldature ad arco con elettrodi metallici . Con questo si trova un capo del circuito è collegato al pezzo da saldare , nel mentre l’altro è collegato all’elettrodo che serve quale materiale d’apporto . La saldatura elettrica ad Arco si effettua a corrente continua a circa 60 V volt , a corrente alternata A circa 70 V volt . La buona riuscita dipende anche dal tipo di rivestimento disossidante di cui sono coperti gli elettrodi. La corrente assorbita cresce con il diametro degli elettrodi , che è a sua volta funzione crescente dello spessore della lamiera da saldare. NORMATIVA UNI EN 287/1
Saldatura Procedimento tecnologico che realizza il collegamento permanente di pezzi metallici, per mezzo del calore con continuità del fra le parti. Il nome indica anche il giunto saldato. La saldatura è usata sempre più nelle costruzioni meccaniche , perché permette di realizzare strutture più leggere, più semplici , più facilmente riparabili. SALDATURA AUTOGENA: Quella in cui fondono sia il pezzo sia l’eventuale metallo d’apporto , distinta: saldatura per fusione , per pressione , a gas , ad arco elettrico , alluminotermica , bollitura , a resistenza ad induzione. Saldatura eterogenea: fonde solo il metallo d’apporto , saldobrasatura. AUTOGENO : saldatura di metalli, si ha provocando la fusione locale: si può fare con apporto di materiale o senza, a seconda della fonte di calore: a GAS, il calore è dato dalla combustione di GAS ACETILENE con OSSIGENO, AD ARCO ELETTRICO, si sfrutta il calore generato dall’arco elettrico .A resistenza elettrica, anche a punti ,si utilizza il calore generato dalla corrente elettrica, quando passa in un conduttore ( EFFETTO JOULE). In IDROGENO ATOMICO : il calore generato da un arco tra due elettrodi di WOLFRANIO (TUNGSTENO) , viene portato da un flusso di idrogeno ( BUON CONDUTTORE DI CALORE) . A contatto con i lembi da saldare. ALLA TERMITE è l’alluminotermica. Cannello: utensile per la saldatura ( O il taglio dei metalli dipende dalla conformazione) , costituito da due tubetti metallici leggermente piegati ad angolo ; si riuniscono ad una estremità in vari modi, nell’intento di miscelare i gas . All’altra estremità portano l’attacco per le tubazioni conduttrici dei gas ed i rubinetti per l’opportuna regolazione del flusso. Ad un tubo si fa affluire l’ossigeno da bombole , ove è compresso , all’altro tubo si manda il gas combustibile ; gas d’acqua, gas illuminante , idrogeno butano , propano , acetilene. Fra le bombole ed il cannello è sempre interposto un opportuno riduttore di pressione a diaframma. ELETTRODI: Nella saldatura manuale all’arco vengono impiegati quasi sempre elettrodi con rivestimento. Gli scopi del rivestimento sono molteplici e sono di natura : meccanica ( il rivestimento fonde con un certo ritardo rispetto all’anima, creando un cratere, della giusta lunghezza , sulla punta dell’elettrodo , che serve a dirigere l’arco verso la zona di saldatura ed evitare così dispersioni Funzione elettrica: contiene sostanze ionizzanti , quindi facilita l’adescamento e mantiene stabile l’arco anche in corrente alternata. Funzione metallurgica: forma una scoria che affina il bagno di fusione, togliendo impurità ed elementi nocivi e può aggiungere al metallo depositato ,elementi che migliorano le caratteristiche. PROTETTIVO :impedendo il contatto con l’ossigeno e azoto dell’aria , con le gocce di metallo e col metallo di fusione del bagno. La scoria solidifica , protegge il cordone di saldatura e ne rallenta il raffreddamento . ELETTRODI : ossidanti a base di ossidi di ferro e di manganese sia a corrente continua che alternata. ACIDI : a base di ossidi di ferro e di ferro leghe . Discreta maneggiabilità AL RUTILE :a base di ossidi minerali di titanio. BASICO : a base di carbonato di calcio o magnesio e fluorite. Caratteristiche meccaniche elevate. CELLULOSICO : a base di sostanze organiche .BUONA penetrazione , molto adatti per la saldatura di tubazioni ( metanodotti condotte, gasdotti tubature settore petrolifero oleodotti). Generalmente in corrente continua ma anche alternata. RUTILIO CELLULOSICO –semibasici –di tipo speciale ELETTRODI AD ANIMA METALLICA : gli elettrodi ad anima metallica , constano di una bacchetta metallica nuda o rivestita, con sostanze protettrici. Si distinguono 4 tipi di elettrodi ELETTRODI NUDI, elettrodi con anima interna elettrodi con rivestimento esterno . GLI ELETTRODI con rivestimento esterno, si distinguono in: elettrodo con rivestimento per immersione : elettrodi avvolti ; elettrodi avvolti, immersi . Ognuno dei diversi tipi dà buoni risultati, qualora i materiali delle bacchette e dei rivestimenti impiegati , siano appropriati; fanno eccezione gli elettrodi nudi , il cui materiale non essendo protetto , durante il passaggio dallo stato liquido dalla bacchetta al pezzo che si salda , si combina con l’ossigeno e l’azoto dell’aria , formando ossidi e azoturi di ferro , che rimanendo inclusi nel materiale depositato , peggiorano le caratteristiche meccaniche del giunto , aumentando la resistenza alla trazione diminuiscono l’allungamento. I cristalli degli azoturi , in forma di aghi, diminuiscono sensibilmente , la resistenza delle saldature sottoposte a sforzi dinamici, sotto gli sforzi ripetuti , gli aghi si staccano dal materiale, dando inizio a criccature interne. Per ovviare a questo inconveniente , gli elettrodi vengono rivestiti. Il rivestimento, per assolvere in pieno la sua funzione , deve anzitutto fondere ad una temperatura lievemente superiore a quella della bacchetta, così da proteggere le goccioline nel loro movimento dai reagenti dell’aria, circondandole di una guaina isolante e di una atmosfera gassosa. AL rivestimento, vengono affidati altri compiti, non meno importanti cioè: 1) Quello di modificare , durante la fusione , le caratteristiche chimiche e meccaniche del materiale della bacchetta, così da adeguarle a quelle del materiale si deve saldare. Si riesce in questo modo , con lo stesso filo a ottenere depositi di differenti resistenza. Aggiungendo ad esempio ossido di manganese , nichel, cromo, molibdeno,, vanadio, titanio, si ottengono depositi di acciaio al manganese, nichel , con resistenza alla trazione che vanno da 38-40-45-50-80 fino a 100-120 Kg x mm2 e allungamenti che variano da 7 fino a 35%. Quello di coprire con le scorie il materiale depositato, proteggendolo dal contatto dell’aria ed evitando nel contempo bruschi raffreddamenti , che possono dar luogo a fessurazioni dei cordoni depositati . A seconda dei compiti ai quali gli elettrodi vengono destinati, si distinguono in due categorie di rivestimenti . A) Rivestimento a reazione acida; Rivestimento a reazione basica. Gli elettrodi a reazione acida vanno bene per la saldatura di acciai dolci a basso tenore di carbonio , sotto il 0,20% Nella saldatura di materiali con contenuto di C carbonio superiore, producono facilmente fenomeni di fessurazione dei cordoni. I depositi degli elettrodi con rivestimento a reazione basica , sono meno sensibili ai fenomeni di fessurazione , sé adoperati per acciai , fino ad un contenuto di carbonio superiore a 0,40% od acciai legati .Danno luogo d’altra parte , specialmente nella saldatura verticale ascendente , a delle cavità dette tarli. Perché la fusione risulti omogenea , l’arco, deve ardere con tranquillità , rimanendo costantemente al centro del rivestimento intorno alla bacchetta è costante . ELETTRODI DI CARBONE. In luogo degli elettrodi metallici , si adoperano talvolta elettrodi di carbone, confezionati con grafite ( carboni impiegati per lampade ad arco. In questo caso il materiale d’apporto viene fornito da una bacchetta metallica , come nel caso della saldatura a gas o da una piattina , collocata sopra la giunzione da eseguire , facendola fondere contemporaneamente ai lembi da saldare. Si usa per i fondi di recipienti serbatoi caldaie, a lembi risvoltati , senza materiale d’apporto , che viene fornito dai lembi stessi. APPUNTI NOZIONI NOTE: LUNGHEZZA ARCO( stick out) circa 12 mm ( elettrodo fuori torcia x innesco arco) Parametri macchina AMPERE A manopola (grande intensità) Pomello piccolo Volt tensione Portata gas 12/ 15 litri 1) 100/120 Ampere – volt 17-18 2) 200Ampere – 23-24 Volt tensione Spessore 10 mm con penetrazione . Tipo giunto con cianfrino a V con 60°di inclinazione , Distanza fra i lembi 0,8mm( GAP). Intensità 15 Ampere – tensione 20 Volt , velocità avanzamento 3,3 m/minuto n° passate 3 , prima arco basso poi di riempimento. PER SALDATURA A FILO MAG. A tutta penetrazione solo da un verso. Saldatura con ripresa a rovescio: spessore acciaio 10mm, cianfrino a V 30° , distanza lembi 1,5( GAP) diametro filo 1,6mm , intensità di corrente Ampere 370- tensione arco 32V volt , velocità avanzamento torcia 5 m/ minuto n° passate 1 incisioni marginali (Errori da non compiere a causa dell’imperizia del saldatore il bordo del cordone non è omogeneo ma frastagliato, viene considerato una cattiva saldatura) parametri V tensione I corrente intensita Ampere Short arc ( arco corto per una passata iniziale) Spray arc arco a spruzzo di riempimento ( 2° passate di riempimento canale cianfrino o per saldature ad angolo. Forte intensità di corrente I ampere Se a lembi uniti per ripresa a rovescio, senza passata a tutta penetrazione in short arc. 1) Passata !8 -19 volt -130-150 Ampere( short arc arco corto per la prima passata). 2) Passata si aumentano i parametri 22-23 Volt ampere intensità di corrente 180-200 Ampere. 3) Passata spray arc parametri : 22-24 Volt tensione- 220-240 Ampere intensità di corrente. 4) Passata con ripresa a rovescio parametri: 20-22 Volt tensione , Ampere 180-190 . occorre pulire il cordone ed il giunto fra una passata e l’altra , con la mola angolare smerigliatrice col disco per smussare e smerigliare , ed eliminare gli spruzzi ed il metallo morto e preventivamente ove vi fosse la patina d’ossido e lucidare la parti interessate al processo di saldatura. Nel caso di ripresa a rovescio , si gira il giunto dal lato o faccia opposta al giunto saldato , dopo avere effettuato le tre passate, si crea un canale longitudinale parallelo all’asse della saldatura fino a trovare il primo cordone di saldatura effettuato in short arc,, e poi si effettua la quarta passata a “ ROVESCIO”. La saldatura si potrebbe provare con la tecnica dei liquidi penetranti , la prima bomboletta simile ad una vernice , la seconda simile a polvere.. nella parte in cui il giunto lascia un’impronta sulla polvere in quanto penetra x capillarità nel caso ci sia porosità o inclusione e ci sono dei Vuoti, in quella zona localizzata dalla polvere si crea un cianfrino con il disco della smerigliatrice, si effettua la “ solcatura “ , ed infine si effettua un nuovo cordone di saldatura per riparare l’imperfezione .per ottenere una saldatura omogenea “ sana” occorre che il metallo base e quello d’apporto si combinino insieme fondendo in fase di saldatura , formando un unico reticolo cristallino , altrimenti si ottiene un’incollatura imperfetta. Nozioni di elettrotecnica. La corrente elettrica è un movimento di cariche elettriche lungo un conduttore, dovute alla differenza di potenziale generata fra gli estremi del medesimo. L’INTENSITA di corrente I si misura in AMPERE A LA DIFFERENZA DI POTENZIALE V si misura in Volt. La resistenza elettrica R, è la resistenza che incontra la corrente nel percorrere un conduttore : si misura in OHM La legge di ohm dice V=RXI Corrente continua è quella corrente nella quale l’Intensità di corrente è praticamente costante. Corrente Alternata: è quella nella quale, l’intensità di corrente cambia rapidamente da un massimo in un senso ad un massimo in un senso opposto in modo sinusoidale formando una frequenza o periodo. Ogni cambiamento completo costituisce un’alternanza o periodo Frequenza di una corrente alternata , è il numero di alternanze o periodi al secondo. Potenza Elettrica : è data dal prodotto dell’Intensità di corrente per la differenza di potenziale P = I x V La potenza si misura in Watt , in pratica si usa il Kw, pari a 1000watt 1Kw = a 1,36 Cv cavalli vapore. Usando corrente alternata ,la polarità è data dal prodotto P= I xV. Coseno di Fi, dove coseno di fi fattore di potenza misura lo sfasamento fra tensione e intensità di corrente. L’ENERGIA ELETTRICA :è il lavoro elettrico ed è data dal prodotto della potenza , per il tempo durante il quale essa agisce, si misura in kilowattora (KW/h) CORRENTE ALTERNATA E CONTINUA- polarità diretta ed inversa La corrente elettrica impiegata nella saldatura ad arco , può essere alternata oppure continua. Saldando in corrente continua , il collegamento si può effettuare in polarità diretta od inversa . Nel collegamento in polarità diretta (C.C.P.D.) detto anche normale, il polo negativo si trova all’elettrodo , e l’emissione di elettroni avviene dall’elettrodo verso il bagno di fusione. NEL collegamento a polarità inversa (C.C.P.i) , il polo negativo è assegnato al pezzo e l’emissione di elettroni avviene dal pezzo verso l’elettrodo. La scelta fra impiego della corrente continua e quella alternata dipende dal tipo di saldatura e dal tipo di elettrodi da utilizzare. Gli elettrodi basici cellulosici , funzionano meglio in corrente continua( con polarità inversa la pinza al positivo) . La corrente continua ha un arco stabile sulle tre fasi. La corrente continua è indicata per saldature difficili.
*Quando si costruisce un telaio in carpenteria, si controlla la misura delle 2 diagonali x verificare che sia a squadro.
el magutt
Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
Titolo: Re: Saldatura appunti da manuale Mar Lug 19, 2022 5:40 pm
La saldatura e la brasatura sono procedimenti mediante i quali si realizza un’unione permanente, ottenendo la continuità dei materiali che vengono uniti.
Saldatura vs Brasatura Per effettuare una saldatura, viene provocata la fusione localizzata dei lembi dei pezzi da giuntare, con o senza l’aggiunta di materiale d’apporto. Si parla di brasatura e di saldobrasatura quando il materiale base non viene fuso ma solo riscaldato e il processo di unione dei materiali viene realizzato per fusione del solo materiale d’apporto, avente temperatura di fusione inferiore a quella del materiale base.
Cosa si può saldare? Un materiale si considera saldabile, con un procedimento e per un dato tipo di applicazione, quando si presta alla realizzazione di una struttura in cui sia assicurata la continuità e che presenti caratteristiche che soddisfino i requisiti di qualità richiesti.
Fattori da tenere in considerazione per la saldatura Materiali Il processo di saldatura coinvolge uno o più tipi di materiali, che assolvono principalmente a due ruoli:
Materiale base, è il materiale che costituisce i pezzi da saldare; può essere lo stesso per entrambi i pezzi (saldatura omogenea), o diverso (eterogenea). I materiali metallici che vengono più tradizionalmente uniti sono l’acciaio, le leghe d’Alluminio, le leghe di Nichel e le leghe di Titanio. I soli materiali polimerici che possono essere saldati sono quelli termoplastici. Materiale d’apporto, è il materiale che viene introdotto sotto forma di bacchette, fili o nastri e depositato allo stato fuso tra i lembi da unire. I materiali d’apporto sono sempre particolarmente puri, quindi le impurezze all’interno della zona fusa di un giunto provengono generalmente dal materiale base. Non per tutti i procedimenti ne è richiesto l’utilizzo. Parametri La gestione dei vari processi di saldatura e brasatura si basa sulla scelta di parametri specifici per ogni tipologia di processo. A livello generale, nella maggior parte dei processi è possibile individuare principalmente due parametri caratteristici:
potenza specifica, che rappresenta la potenza termica erogata per unità di superficie di materiale base, misurata in W/cm2; velocità di saldatura, che rappresenta la velocità della sorgente termica, misurata in cm/min. Pericoli per l’operatore La saldatura e la brasatura sono operazioni che possono compromettere la salute degli operatori, che quindi si devono dotare di opportuni dispositivi di sicurezza. Tutti i processi, essendo legati alla fusione del materiale, prevedono la presenza di calore e temperature locali molto elevate, che necessitano l’utilizzo di indumenti (giacche, grembiuli, guanti e berretti) resistenti al calore. La maggior parte dei processi utilizza l’energia elettrica, come fonte di energia termica, fatto che implica la presenza di campi magnetici e correnti elettriche di elevata intensità. Alcuni processi hanno ulteriori rischi specifici: ad esempio, la saldatura ad arco emette radiazioni elettromagnetiche (UV, IR e visibili) che possono essere molto nocive per l’occhio umano. Gli operatori devono pertanto indossare una maschera oscurata, che agisce da filtro per la radiazione. Altri rischi nelle operazioni di saldatura e brasatura riguardano lo sviluppo di polveri, fumi e vapori metallici, motivo per il quale è obbligatorio l’impiego di un opportuno sistema di ventilazione in prossimità della zona dove si esegue la giunzione. Tipologie di saldatura I processi di saldatura costituiscono un universo piuttosto ampio e diversificato, che nel tempo si è adattato allo sviluppo dei materiali e delle tecnologie produttive. A livello macroscopico, possiamo dire che i processi che sono stati maggiormente sviluppati in ambito industriale appartengono al gruppo della saldatura per fusione. Tali processi utilizzano calore, generato in vari modi, per fondere il materiale base. I processi più comunemente utilizzati si possono classificare nei seguenti sotto gruppi:
Ad arco elettrico. La saldatura ad arco si riferisce ad un gruppo di processi che sfrutta l’arco elettrico generato tra due elettrodi.
L’arco può essere ottenuto utilizzando:
un elettrodo fusibile un elettrodo refrattario, ossia non fusibile Nel primo caso l’elettrodo, fondendo, fornisce il metallo d’apporto; quando, invece, si utilizzano elettrodi non fusibili alla temperatura dell’arco, il materiale d’apporto (se necessario) viene fornito a parte, utilizzando delle bacchette o del filo. Elemento fondamentale per ottenere un arco elettrico è la corrente. È possibile alimentare l’arco sia con corrente continua (CC) sia con corrente alternata (CA); la scelta dipende dal tipo di processo adottato e dal materiale che si vuole saldare.
Le principali tipologie di saldatura ad arco elettrico sono:
manuale ad elettrodo rivestito (MMA) ad arco sommerso (SAW) a filo continuo sotto protezione gassosa (MIG/MAG) sotto protezione gassosa e con elettrodo infusibile (TIG) A resistenza. Si tratta di un procedimento di giunzione senza metallo d’apporto, nel quale il calore necessario per portare a fusione i lembi da saldare è fornito dalla resistenza opposta al passaggio di una corrente elettrica attraverso la zona da unire.
Ossiacetilenica. La saldatura ossiacetilenica è un procedimento che utilizza, come sorgente di calore, la fiamma risultante dalla combustione dell’acetilene (C2H2) con l’ossigeno (O2).
Ad energia concentrata Appartengono a questo gruppo i procedimenti che utilizzano fasci di energia che riescono a concentrare sul pezzo potenze molto elevate, variabili da alcune migliaia a vari milioni di watt per millimetro quadrato di superficie. Fanno parte di questo sotto-gruppo le saldature:
Laser (LBW) a fascio elettrico (EBW) al plasma (PAW).
-------------------------------------*
Tecniche di saldatura Il processo di saldatura può essere manuale, semiautomatico, automatico o robotizzato, a seconda dell’apparecchiatura e del modo di esecuzione.
Manuale Nel processo manuale, il saldatore regola manualmente l’apparecchiatura e movimenta l’elettrodo o la sorgente di calore (saldatura ad elettrodo rivestito e ossiacetilenica); nel processo automatico, viceversa, un dispositivo provvede ad alimentare l’elettrodo oppure la sorgente generatrice del fascio, a mantenerlo a distanza opportuna dal pezzo e a spostarlo lungo la linea di saldatura (saldatura ad arco sommerso, ad arco elettrico sotto protezione gassosa MIG/MAG e TIG, ad energia concentrata).
Semiautomatica Il processo semiautomatico costituisce una via di mezzo tra i due precedenti: un dispositivo provvede ad alimentare il filo elettrodo o ad erogare la corrente mantenendo costanti gli altri parametri, mentre l’operatore ha il compito di spostare l’elettrodo lungo la linea di saldatura (processi ad arco elettrico sotto protezione gassosa MIG/MAG e TIG).
Robotizzata Se l’operazione è eseguita mediante l’utilizzo di un robot industriale o un manipolatore programmabile, si definisce saldatura robotizzata. Viene impiegata prevalentemente per la saldatura ad arco elettrico sotto protezione gassosa MIG/MAG e TIG e per la saldatura Laser, ma anche negli impianti di assemblaggio finale delle automobili per l’unione a resistenza delle carrozzerie.
I controlli di qualità Per verificare la qualità dei giunti saldati, esistono diverse metodologie. Nel corso degli anni, sono state sviluppate delle procedure standardizzate che prevedono l’impiego di Controlli Non Distruttivi (CND) e prove distruttive. Il primo metodo per il controllo di un giunto è senz’altro l’ispezione visiva, mediante la quale è possibile verificare la conformità alle specifiche geometriche del progetto, le distorsioni e l’eventuale presenza di difetti evidenti quali cricche, porosità, fusioni incomplete e altri difetti visibili. Altri metodi di ispezione non invasivi per il giunto, che può quindi cominciare o continuare ad essere esercito, sono i Controlli Non Distruttivi. Tali controlli possono evidenziare difetti affioranti in superficie o presenti appena sotto la superficie, attraverso controlli superficiali (Liquidi Penetranti oppure Controllo Magnetoscopico), oppure difetti interni al pezzo, attraverso controlli volumetrici (controllo radiografico oppure ultrasonoro). Le prove distruttive, al contrario, prevedono la distruzione della giunzione e necessitano quindi la realizzazione di appositi campioni di prova. Lo scopo è principalmente quello di valutare le caratteristiche meccaniche (prove di trazione, di piega e di resilienza) oppure metallurgiche (macrografie o micrografie) del giunto.
Applicazioni della saldatura Le principali applicazioni riguardano la costruzione di strutture di carpenteria, più o meno complesse, e la realizzazione di recipienti in pressione (caldareria). Le applicazioni in cui sono presenti giunzioni saldate sono estremamente diversificate: si spazia dall’ambito dei trasporti (veicoli terrestri, marittimi ed aerei) a quello delle strutture (ponti, capannoni, ecc.) fino ad arrivare alla componentistica. La grande varietà di processi e tecniche utilizzabili rende la saldatura una tecnologia applicabile sia in fabbrica, molto spesso utilizzando degli impianti fissi, sia in cantiere, dove si sfrutta la facilità di movimentazione delle apparecchiature, caratteristica tipica di alcuni dei processi ad arco elettrico.
Quali differenze ci sono tra la saldatura MIG e la saldatura MAG Innanzitutto, per comprendere le differenze tra la saldatura MIG e la saldatura MAG, bisogna partire dal significato di queste sigle.
La sigla MIG sta per Metal-Arc Inert Gas, ovvero l’utilizzo di gas inerti per la saldatura del metallo. Questa tipologia di gas non prende parte alla reazione nata tra il filo e il bagno di fusione, così da non modificarne il risultato.
L’acronimo MAG, invece, sta per Metal-Arc Active Gas: vengono utilizzati i cosiddetti gas attivi per stabilizzare il posizionamento dell’arco su materiali ferromagnetici. Saldatura MIG L’azione ossidante dell’ossigeno presente nell’aria è uno dei problemi maggiori durante una saldatura: per garantire la protezione del bagno di fusione, viene introdotto l’utilizzo di gas inerti. Questo principio è alla base della saldatura MIG, che interpone i gas tra il bagno e l’ossigeno.
È un tipo di saldatura a filo continuo: si utilizza un elettrodo di metallo che avanza automaticamente man mano che si consuma, fungendo da materiale di apporto.
I gas utilizzati sono Argon (Ar) ed Elio (He): il primo garantisce una maggiore protezione stagnando maggiormente sul bagno di fusione, in quanto più pesante dell’aria; il secondo, essendo più leggero, fornisce una protezione minore a favore di una penetrazione 10 volte superiore, rendendolo indicato per le saldature su pezzi di grande spessore.
Il processo di saldatura MIG è molto veloce e a elevata penetrazione, rendendolo la scelta più idonea per lavorare su spessori notevoli. È un metodo molto costoso, impiegato maggiormente per saldare materiali di qualità molto elevata.
Saldatura MAG Successivamente all’introduzione del metodo MIG, si scoprì che l’aggiunta di gas ossidanti aveva un effetto favorevole sulla saldatura: pur garantendo la stessa protezione, questi gas favoriscono il trasferimento di metallo dal filo al bagno di fusione.
Nacque così la saldatura MAG, che utilizza i gas attivi: in prima battuta l’Ossigeno (O), successivamente l’Anidride Carbonica (Co2). Anche in questo caso si tratta di una saldatura a filo continuo che sfrutta un elettrodo di metallo come materiale da apporto, consumandosi all’utilizzo.
Anche la saldatura MAG è una tecnica molto veloce, che fornisce alta penetrazione e stabilità di posizionamento dell’arco elettrico, oltre ad avere un costo relativamente basso. D’altro canto, la qualità della saldatura si abbassa: l’utilizzo di Co2 provoca un aumento della corrente necessaria al trasferimento di metallo a spruzzo dal filo al giunto, creando più schizzi (i cosiddetti spatter).
Pregi e difetti delle saldature a filo continuo In conclusione, la saldatura MIG/MAG è perfetta per i ritmi produttivi incessanti: non dovendo sostituire l’elettrodo, garantisce altissima produttività. Anche la flessibilità ha un ruolo decisivo, poichè permette di saldare qualsiasi metallo.
I difetti principali derivano dalla scelta errata dell’apporto termico: se troppo alto, provoca una penetrazione eccessiva e intagli marginali; se troppo basso porterebbe alla mancanza di fusione, rovinando la saldatura. Attenzione alla portata del gas di protezione perchè, se non ne viene utilizzato abbastanza, porta alla formazione di porosità. La saldatura è un processo tecnologico che permette di unire tra loro elementi di metallo attraverso l’azione del calore, garantendo la continuità del materiale.
Si distingue tra saldatura autogena quando l’unione degli elementi metallici avviene facendo interagire esclusivamente il materiale delle parti stesse (materiale di base) e saldatura eterogena quando l’unione avviene con l’utilizzo di un materiale (materiale d’apporto quali bacchette, fili o elettrodi) estraneo al materiale di base.
In questo caso, il materiale di base può essere fuso totalmente (saldatura), parzialmente (saldobrasatura) o per nulla (brasatura) con il materiale d’apporto.
TIPOLOGIE DI SALDATURA L’AWS (American Welding Society) classifica sette diverse macrofamiglie di procedimenti, che nel tempo si sono evoluti per adattarsi ai diversi materiali e alle nuove tecnologie produttive. Gli standard europei (EN ISO 4043) identificano classificazioni simili distinguendo sei grandi famiglie.
Tutti questi processi sono comunque accomunati dall’utilizzo del calore per fondere il metallo.
Le principali sono:
saldatura manuale all’arco elettrico con elettrodo rivestito (SMAW) – è uno dei procedimenti più diffusi e si effettua facendo innescare un arco elettrico tra un elettrodo consumabile dotato di un rivestimento di materiale inerte; saldatura a “filo animato” (FCAW) – simile allo SMAW ma, al posto degli elettrodi a bacchetta, viene utilizzato un filo continuo avvolto in bobina per una maggiore produttività; saldatura automatizzata all’arco sommerso (SAW) – l’elettrodo è costituito da un filo continuo immerso in un letto di flusso, che in parte fonde e lascia una scoria di protezione sul cordone di saldatura; saldatura semiautomatica MIG/MAG – il calore è generato da un arco elettrico che si innesca tra il pezzo in lavorazione ed un elettrodo consumabile costituito da un filo continuo movimentato da un apposito sistema di trascinamento; saldatura semiautomatica TIG – utilizza un elettrodo al tungsteno e impiega una atmosfera protettiva gassosa costituita da Argon e loro miscele; saldatura manuale alla fiamma ossigas (OFW) – è generata dalla combustione di un gas (acetilene, GPL, …) con ossigeno e impiego di gas tecnici Il processo di saldatura può essere manuale, semiautomatico, automatico, robotizzato a seconda del coinvolgimento dell’operatore nell’esecuzione della lavorazione.
QUALI METALLI VENGONO SOTTOPOSTI A SALDATURA? Tra i metalli che vengono saldati da Pesce Metal Factory ci sono acciaio al carbonio, acciaio inox, alluminio, rame e ottone.
Saldatura MIG-MAG
Processo di saldatura ad arco a filo continuo con metallo sotto protezione di gas (Gas Metal Arc Welding). Il procedimento viene utilizzato in maniera massiccia e permette di ottenere una elevata produttività.
La protezione del gas di supporto viene fornita direttamente sul bagno fuso. La saldatura MIG avviene con gas inerti (Argon), mentre la saldatura MAG utilizza gas di tipo attivo (miscela di Argon, Anidride Carbonica, Ossigeno). L’Argon viene utilizzato nella saldatura dell’alluminio, del rame e delle sue leghe, mentre la saldatura MAG viene impiegata per tutti gli altri materiali come l’acciaio al carbonio e l’acciaio inox. La saldatura a filo continuo può essere sia short arc (grosse gocce di materiale per apporto che si staccano per corto circuito) sia spray arc (flusso ininterrotto di piccole gocce libere). Tra i vantaggi, questa saldatura offre una elevata qualità, è utilizzabile in tutte le posizioni, non produce scorie e offre alta produttività.
Saldatura TIG
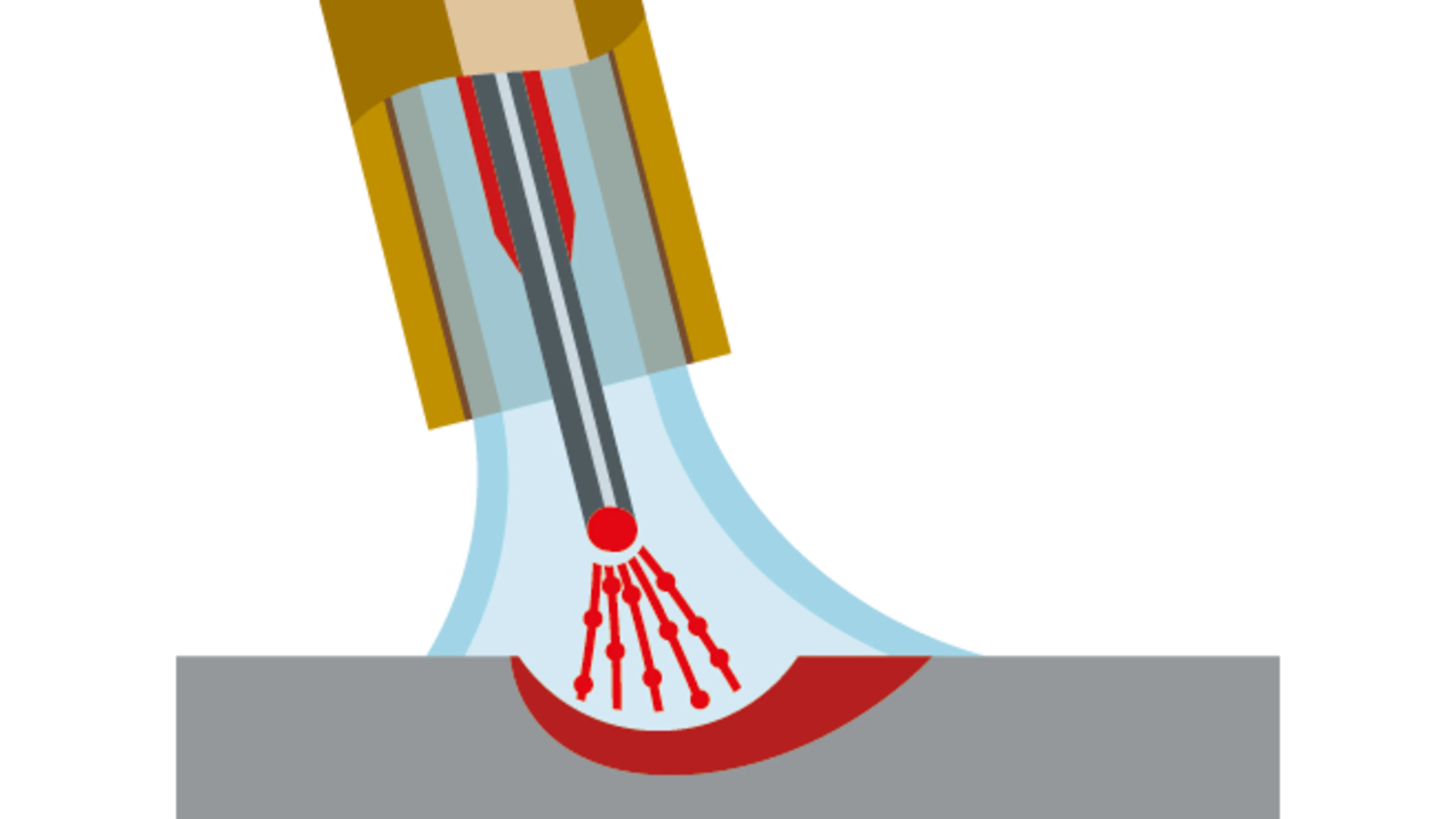
Processo di saldatura mediante fusione autogena. L’arco elettrico si innesca tra un elettrodo infusibile protetto dal gas di supporto e il materiale da saldare. Il materiale dell’elettrodo è il tungsteno, che presenta una elevata temperatura di fusione e un’ottima capacità di emissione termoionica. Sebbene poco produttivo e utilizzato per piccoli spessori, è un processo idoneo a saldare tutti i tipi di metalli, con bacchetta d’apporto o accostando i due lembi da unire tramite arco ad energia concentrata.
A seconda del materiale da saldare, il TIG è impiegato sia in corrente continua, sia in corrente alternata. Inoltre, per proteggere il cordone di saldatura da agenti atmosferici che generano ossidazioni superficiali, vengono previste precauzioni aggiuntive come la scarpetta che copre un determinato tratto del cordone nella fase di raffreddamento.
La saldatura TIG offre una elevata qualità, è utilizzabile in tutte le posizioni di saldatura e non produce scorie.
Ai clienti garantiamo un servizio eccellente in tempi rapidi e flessibili, grazie ad un parco macchine tecnologicamente avanzato e ad operai altamente specializzati, che si aggiornano frequentemente per proporre soluzioni sempre più innovative e performanti.
NON TI FIDARE DI NESSUNO NON TI CONFIDARE CON NESSUNO DIFFIDA DI TUTTI!
el magutt
Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
Titolo: Nozioni sulla saldatura e sui procedimenti più comunemente usati nell’industria Dom Ott 16, 2022 8:09 pm
Nozioni sulla saldatura e sui procedimenti più comunemente usati nell’industria
Nozioni sulla saldatura e sui procedimenti più comunemente usati nell’industria. La saldatura e la brasatura sono procedimenti mediante i quali si realizza un’unione permanente, ottenendo la continuità dei materiali che vengono uniti.
Saldatura vs Brasatura Per effettuare una saldatura, viene provocata la fusione localizzata dei lembi dei pezzi da giuntare, con o senza l’aggiunta di materiale d’apporto. Si parla di brasatura e di saldobrasatura quando il materiale base non viene fuso ma solo riscaldato e il processo di unione dei materiali viene realizzato per fusione del solo materiale d’apporto, avente temperatura di fusione inferiore a quella del materiale base.
Cosa si può saldare? Un materiale si considera saldabile, con un procedimento e per un dato tipo di applicazione, quando si presta alla realizzazione di una struttura in cui sia assicurata la continuità e che presenti caratteristiche che soddisfino i requisiti di qualità richiesti.
Fattori da tenere in considerazione per la saldatura Materiali Il processo di saldatura coinvolge uno o più tipi di materiali, che assolvono principalmente a due ruoli:
Materiale base, è il materiale che costituisce i pezzi da saldare; può essere lo stesso per entrambi i pezzi (saldatura omogenea), o diverso (eterogenea). I materiali metallici che vengono più tradizionalmente uniti sono l’acciaio, le leghe d’Alluminio, le leghe di Nichel e le leghe di Titanio. I soli materiali polimerici che possono essere saldati sono quelli termoplastici. Materiale d’apporto, è il materiale che viene introdotto sotto forma di bacchette, fili o nastri e depositato allo stato fuso tra i lembi da unire. I materiali d’apporto sono sempre particolarmente puri, quindi le impurezze all’interno della zona fusa di un giunto provengono generalmente dal materiale base. Non per tutti i procedimenti ne è richiesto l’utilizzo. Parametri La gestione dei vari processi di saldatura e brasatura si basa sulla scelta di parametri specifici per ogni tipologia di processo. A livello generale, nella maggior parte dei processi è possibile individuare principalmente due parametri caratteristici:
potenza specifica, che rappresenta la potenza termica erogata per unità di superficie di materiale base, misurata in W/cm2; velocità di saldatura, che rappresenta la velocità della sorgente termica, misurata in cm/min. Pericoli per l’operatore La saldatura e la brasatura sono operazioni che possono compromettere la salute degli operatori, che quindi si devono dotare di opportuni dispositivi di sicurezza. Tutti i processi, essendo legati alla fusione del materiale, prevedono la presenza di calore e temperature locali molto elevate, che necessitano l’utilizzo di indumenti (giacche, grembiuli, guanti e berretti) resistenti al calore. La maggior parte dei processi utilizza l’energia elettrica, come fonte di energia termica, fatto che implica la presenza di campi magnetici e correnti elettriche di elevata intensità. Alcuni processi hanno ulteriori rischi specifici: ad esempio, la saldatura ad arco emette radiazioni elettromagnetiche (UV, IR e visibili) che possono essere molto nocive per l’occhio umano. Gli operatori devono pertanto indossare una maschera oscurata, che agisce da filtro per la radiazione. Altri rischi nelle operazioni di saldatura e brasatura riguardano lo sviluppo di polveri, fumi e vapori metallici, motivo per il quale è obbligatorio l’impiego di un opportuno sistema di ventilazione in prossimità della zona dove si esegue la giunzione. Tipologie di saldatura I processi di saldatura costituiscono un universo piuttosto ampio e diversificato, che nel tempo si è adattato allo sviluppo dei materiali e delle tecnologie produttive. A livello macroscopico, possiamo dire che i processi che sono stati maggiormente sviluppati in ambito industriale appartengono al gruppo della saldatura per fusione. Tali processi utilizzano calore, generato in vari modi, per fondere il materiale base. I processi più comunemente utilizzati si possono classificare nei seguenti sotto gruppi:
Ad arco elettrico. La saldatura ad arco si riferisce ad un gruppo di processi che sfrutta l’arco elettrico generato tra due elettrodi.
L’arco può essere ottenuto utilizzando:
un elettrodo fusibile un elettrodo refrattario, ossia non fusibile Nel primo caso l’elettrodo, fondendo, fornisce il metallo d’apporto; quando, invece, si utilizzano elettrodi non fusibili alla temperatura dell’arco, il materiale d’apporto (se necessario) viene fornito a parte, utilizzando delle bacchette o del filo. Elemento fondamentale per ottenere un arco elettrico è la corrente. È possibile alimentare l’arco sia con corrente continua (CC) sia con corrente alternata (CA); la scelta dipende dal tipo di processo adottato e dal materiale che si vuole saldare.
Le principali tipologie di saldatura ad arco elettrico sono:
manuale ad elettrodo rivestito (MMA) ad arco sommerso (SAW) a filo continuo sotto protezione gassosa (MIG/MAG) sotto protezione gassosa e con elettrodo infusibile (TIG) A resistenza. Si tratta di un procedimento di giunzione senza metallo d’apporto, nel quale il calore necessario per portare a fusione i lembi da saldare è fornito dalla resistenza opposta al passaggio di una corrente elettrica attraverso la zona da unire.
Ossiacetilenica. La saldatura ossiacetilenica è un procedimento che utilizza, come sorgente di calore, la fiamma risultante dalla combustione dell’acetilene (C2H2) con l’ossigeno (O2).
Ad energia concentrata Appartengono a questo gruppo i procedimenti che utilizzano fasci di energia che riescono a concentrare sul pezzo potenze molto elevate, variabili da alcune migliaia a vari milioni di watt per millimetro quadrato di superficie. Fanno parte di questo sotto-gruppo le saldature:
Laser (LBW) a fascio elettrico (EBW) al plasma (PAW). Scopri i vantaggi delle miscele performanti miscele performanti
Tecnologie per saldare video Utensili PFERD per la tecnologia robotica 22 ottobre 2021
Isole intelligenti e collaborative per saldare, sbavare… e non... 20 ottobre 2021
Mapal, utensili in PCD per componenti aerospaziali sofisticati 25 settembre 2021 qualità assemblaggi in lamiera Come valutare la qualità di assemblaggi in lamiera? 23 febbraio 2021 focus saldatura manuale Focus saldatura: preventivi e tecnologie 25 novembre 2020 Tecniche di saldatura Il processo di saldatura può essere manuale, semiautomatico, automatico o robotizzato, a seconda dell’apparecchiatura e del modo di esecuzione.
Manuale Nel processo manuale, il saldatore regola manualmente l’apparecchiatura e movimenta l’elettrodo o la sorgente di calore (saldatura ad elettrodo rivestito e ossiacetilenica); nel processo automatico, viceversa, un dispositivo provvede ad alimentare l’elettrodo oppure la sorgente generatrice del fascio, a mantenerlo a distanza opportuna dal pezzo e a spostarlo lungo la linea di saldatura (saldatura ad arco sommerso, ad arco elettrico sotto protezione gassosa MIG/MAG e TIG, ad energia concentrata).
Semiautomatica Il processo semiautomatico costituisce una via di mezzo tra i due precedenti: un dispositivo provvede ad alimentare il filo elettrodo o ad erogare la corrente mantenendo costanti gli altri parametri, mentre l’operatore ha il compito di spostare l’elettrodo lungo la linea di saldatura (processi ad arco elettrico sotto protezione gassosa MIG/MAG e TIG).
Robotizzata Se l’operazione è eseguita mediante l’utilizzo di un robot industriale o un manipolatore programmabile, si definisce saldatura robotizzata. Viene impiegata prevalentemente per la saldatura ad arco elettrico sotto protezione gassosa MIG/MAG e TIG e per la saldatura Laser, ma anche negli impianti di assemblaggio finale delle automobili per l’unione a resistenza delle carrozzerie.
I controlli di qualità Per verificare la qualità dei giunti saldati, esistono diverse metodologie. Nel corso degli anni, sono state sviluppate delle procedure standardizzate che prevedono l’impiego di Controlli Non Distruttivi (CND) e prove distruttive. Il primo metodo per il controllo di un giunto è senz’altro l’ispezione visiva, mediante la quale è possibile verificare la conformità alle specifiche geometriche del progetto, le distorsioni e l’eventuale presenza di difetti evidenti quali cricche, porosità, fusioni incomplete e altri difetti visibili. Altri metodi di ispezione non invasivi per il giunto, che può quindi cominciare o continuare ad essere esercito, sono i Controlli Non Distruttivi. Tali controlli possono evidenziare difetti affioranti in superficie o presenti appena sotto la superficie, attraverso controlli superficiali (Liquidi Penetranti oppure Controllo Magnetoscopico), oppure difetti interni al pezzo, attraverso controlli volumetrici (controllo radiografico oppure ultrasonoro). Le prove distruttive, al contrario, prevedono la distruzione della giunzione e necessitano quindi la realizzazione di appositi campioni di prova. Lo scopo è principalmente quello di valutare le caratteristiche meccaniche (prove di trazione, di piega e di resilienza) oppure metallurgiche (macrografie o micrografie) del giunto.
Applicazioni della saldatura Le principali applicazioni riguardano la costruzione di strutture di carpenteria, più o meno complesse, e la realizzazione di recipienti in pressione (caldareria). Le applicazioni in cui sono presenti giunzioni saldate sono estremamente diversificate: si spazia dall’ambito dei trasporti (veicoli terrestri, marittimi ed aerei) a quello delle strutture (ponti, capannoni, ecc.) fino ad arrivare alla componentistica. La grande varietà di processi e tecniche utilizzabili rende la saldatura una tecnologia applicabile sia in fabbrica, molto spesso utilizzando degli impianti fissi, sia in cantiere, dove si sfrutta la facilità di movimentazione delle apparecchiature, caratteristica tipica di alcuni dei processi ad arco elettrico.
Quali differenze ci sono tra la saldatura MIG e la saldatura MAG Innanzitutto, per comprendere le differenze tra la saldatura MIG e la saldatura MAG, bisogna partire dal significato di queste sigle.
La sigla MIG sta per Metal-Arc Inert Gas, ovvero l’utilizzo di gas inerti per la saldatura del metallo. Questa tipologia di gas non prende parte alla reazione nata tra il filo e il bagno di fusione, così da non modificarne il risultato.
L’acronimo MAG, invece, sta per Metal-Arc Active Gas: vengono utilizzati i cosiddetti gas attivi per stabilizzare il posizionamento dell’arco su materiali ferromagnetici. Saldatura MIG L’azione ossidante dell’ossigeno presente nell’aria è uno dei problemi maggiori durante una saldatura: per garantire la protezione del bagno di fusione, viene introdotto l’utilizzo di gas inerti. Questo principio è alla base della saldatura MIG, che interpone i gas tra il bagno e l’ossigeno.
È un tipo di saldatura a filo continuo: si utilizza un elettrodo di metallo che avanza automaticamente man mano che si consuma, fungendo da materiale di apporto.
I gas utilizzati sono Argon (Ar) ed Elio (He): il primo garantisce una maggiore protezione stagnando maggiormente sul bagno di fusione, in quanto più pesante dell’aria; il secondo, essendo più leggero, fornisce una protezione minore a favore di una penetrazione 10 volte superiore, rendendolo indicato per le saldature su pezzi di grande spessore.
Il processo di saldatura MIG è molto veloce e a elevata penetrazione, rendendolo la scelta più idonea per lavorare su spessori notevoli. È un metodo molto costoso, impiegato maggiormente per saldare materiali di qualità molto elevata.
Saldatura MAG Successivamente all’introduzione del metodo MIG, si scoprì che l’aggiunta di gas ossidanti aveva un effetto favorevole sulla saldatura: pur garantendo la stessa protezione, questi gas favoriscono il trasferimento di metallo dal filo al bagno di fusione.
Nacque così la saldatura MAG, che utilizza i gas attivi: in prima battuta l’Ossigeno (O), successivamente l’Anidride Carbonica (Co2). Anche in questo caso si tratta di una saldatura a filo continuo che sfrutta un elettrodo di metallo come materiale da apporto, consumandosi all’utilizzo.
Anche la saldatura MAG è una tecnica molto veloce, che fornisce alta penetrazione e stabilità di posizionamento dell’arco elettrico, oltre ad avere un costo relativamente basso. D’altro canto, la qualità della saldatura si abbassa: l’utilizzo di Co2 provoca un aumento della corrente necessaria al trasferimento di metallo a spruzzo dal filo al giunto, creando più schizzi (i cosiddetti spatter).
Pregi e difetti delle saldature a filo continuo In conclusione, la saldatura MIG/MAG è perfetta per i ritmi produttivi incessanti: non dovendo sostituire l’elettrodo, garantisce altissima produttività. Anche la flessibilità ha un ruolo decisivo, poichè permette di saldare qualsiasi metallo.
I difetti principali derivano dalla scelta errata dell’apporto termico: se troppo alto, provoca una penetrazione eccessiva e intagli marginali; se troppo basso porterebbe alla mancanza di fusione, rovinando la saldatura. Attenzione alla portata del gas di protezione perchè, se non ne viene utilizzato abbastanza, porta alla formazione di porosità. La saldatura è un processo tecnologico che permette di unire tra loro elementi di metallo attraverso l’azione del calore, garantendo la continuità del materiale.
Si distingue tra saldatura autogena quando l’unione degli elementi metallici avviene facendo interagire esclusivamente il materiale delle parti stesse (materiale di base) e saldatura eterogena quando l’unione avviene con l’utilizzo di un materiale (materiale d’apporto quali bacchette, fili o elettrodi) estraneo al materiale di base.
In questo caso, il materiale di base può essere fuso totalmente (saldatura), parzialmente (saldobrasatura) o per nulla (brasatura) con il materiale d’apporto.
TIPOLOGIE DI SALDATURA L’AWS (American Welding Society) classifica sette diverse macrofamiglie di procedimenti, che nel tempo si sono evoluti per adattarsi ai diversi materiali e alle nuove tecnologie produttive. Gli standard europei (EN ISO 4043) identificano classificazioni simili distinguendo sei grandi famiglie.
Tutti questi processi sono comunque accomunati dall’utilizzo del calore per fondere il metallo.
Le principali sono:
saldatura manuale all’arco elettrico con elettrodo rivestito (SMAW) – è uno dei procedimenti più diffusi e si effettua facendo innescare un arco elettrico tra un elettrodo consumabile dotato di un rivestimento di materiale inerte; saldatura a “filo animato” (FCAW) – simile allo SMAW ma, al posto degli elettrodi a bacchetta, viene utilizzato un filo continuo avvolto in bobina per una maggiore produttività; saldatura automatizzata all’arco sommerso (SAW) – l’elettrodo è costituito da un filo continuo immerso in un letto di flusso, che in parte fonde e lascia una scoria di protezione sul cordone di saldatura; saldatura semiautomatica MIG/MAG – il calore è generato da un arco elettrico che si innesca tra il pezzo in lavorazione ed un elettrodo consumabile costituito da un filo continuo movimentato da un apposito sistema di trascinamento; saldatura semiautomatica TIG – utilizza un elettrodo al tungsteno e impiega una atmosfera protettiva gassosa costituita da Argon e loro miscele; saldatura manuale alla fiamma ossigas (OFW) – è generata dalla combustione di un gas (acetilene, GPL, …) con ossigeno e impiego di gas tecnici Il processo di saldatura può essere manuale, semiautomatico, automatico, robotizzato a seconda del coinvolgimento dell’operatore nell’esecuzione della lavorazione.
QUALI METALLI VENGONO SOTTOPOSTI A SALDATURA? Tra i metalli che vengono saldati da Pesce Metal Factory ci sono acciaio al carbonio, acciaio inox, alluminio, rame e ottone.
TECNICHE DI SALDATURA PESCE METAL FACTORY Le tecniche di saldatura eseguite da Pesce Metal Factory con saldatrici manuali e impianti automatici di saldatura sono:
Saldatura MIG-MAG
Processo di saldatura ad arco a filo continuo con metallo sotto protezione di gas (Gas Metal Arc Welding). Il procedimento viene utilizzato in maniera massiccia e permette di ottenere una elevata produttività.
La protezione del gas di supporto viene fornita direttamente sul bagno fuso. La saldatura MIG avviene con gas inerti (Argon), mentre la saldatura MAG utilizza gas di tipo attivo (miscela di Argon, Anidride Carbonica, Ossigeno). L’Argon viene utilizzato nella saldatura dell’alluminio, del rame e delle sue leghe, mentre la saldatura MAG viene impiegata per tutti gli altri materiali come l’acciaio al carbonio e l’acciaio inox. La saldatura a filo continuo può essere sia short arc (grosse gocce di materiale per apporto che si staccano per corto circuito) sia spray arc (flusso ininterrotto di piccole gocce libere). Tra i vantaggi, questa saldatura offre una elevata qualità, è utilizzabile in tutte le posizioni, non produce scorie e offre alta produttività.
Saldatura TIG
Processo di saldatura mediante fusione autogena. L’arco elettrico si innesca tra un elettrodo infusibile protetto dal gas di supporto e il materiale da saldare. Il materiale dell’elettrodo è il tungsteno, che presenta una elevata temperatura di fusione e un’ottima capacità di emissione termoionica. Sebbene poco produttivo e utilizzato per piccoli spessori, è un processo idoneo a saldare tutti i tipi di metalli, con bacchetta d’apporto o accostando i due lembi da unire tramite arco ad energia concentrata.
A seconda del materiale da saldare, il TIG è impiegato sia in corrente continua, sia in corrente alternata. Inoltre, per proteggere il cordone di saldatura da agenti atmosferici che generano ossidazioni superficiali, vengono previste precauzioni aggiuntive come la scarpetta che copre un determinato tratto del cordone nella fase di raffreddamento.
La saldatura TIG offre una elevata qualità, è utilizzabile in tutte le posizioni di saldatura e non produce scorie.
Ai clienti garantiamo un servizio eccellente in tempi rapidi e flessibili, grazie ad un parco macchine tecnologicamente avanzato e ad operai altamente specializzati, che si aggiornano frequentemente per proporre soluzioni sempre più innovative e performanti.
Nella saldatura a plasma, la torcia utilizzata presenta al centro di essa l'elettrodo di tungsteno, il quale è infusibile durante il processo. Intorno a tale elettrodo giunge un gas plasmogeno che, in presenza del campo elettrico presente esternamente o internamente alla torcia, diventa plasma , cioè gas fortemente ionizzato. La caratteristica fondamentale del plasma (che rende tale tecnica di saldatura molto spesso utilizzata dati i bassi costi e le alte prestazioni) è che riesce a catturare un'enorme quantità di calore e a trasportarla sul getto da fondere. Condizione necessaria affinché ciò si verifichi è che il plasma arrivi in forma concentrata sul pezzo, cosa resa possibile considerando un'opportuna distanza dal pezzo e una velocità di fuoriuscita del gas abbastanza elevata. In queste applicazioni la temperatura può arrivare, nei casi più severi, a ordini di grandezza dei 20.000 °C, cosa impensabile per altre operazioni di saldatura: è proprio questa elevata temperatura responsabile dell'alta precisione e velocità di realizzazione di tali operazioni. Per prevenire soffiature nella parte saldata (cosa che inevitabilmente si verifica per ogni tipo di saldatura, in quanto per la Legge di Henry la solubilità di un gas è funzione della temperatura) intorno alla torcia si usa un sistema che permette il rilascio di gas particolari (di solito miscele di gas nobili) che avendo solubilità praticamente nulla anche ad alte temperature, non danno modo ai gas atmosferici di penetrare nel bagno del metallo fuso. La tipologia di metalli saldabili con questa tecnica comprende: acciaio al carbonio e basso legato, acciaio inossidabile, leghe di rame, nichel, cobalto e titanio.
La saldatura MIG/MAG è un processo di lavorazione che è stato sviluppato dopo la seconda Guerra Mondiale e che ha riscontrato - anno dopo anno - un successo sempre crescente . Cosa differenzia le due sigle? MIG sta per Metal-arc Inert Gas, MAG per Metal-arc Active Gas: cambia dunque solo il gas utilizzato per la protezione del bagno di saldatura. Che cos'è la saldatura MIG/MAG La saldatura MIG/MAG è una saldatura ad arco con metallo sotto protezione di gas, un processo mediante il quale un elettrodo a filo senza fine fonde sotto la copertura di un determinato gas. Ed è proprio il gas, il punto di forza di tale saldatura, in quanto permette di proteggere la zona su cui si va ad intervenire dagli influssi dell’atmosfera circostante. Il motivo del suo successo sta nella sua duttilità: la saldatura ad arco consente di lavorare su molteplici materiali, ed è versatile in termini di meccanizzazione e di posizione della saldatura. Caratteristiche, queste, che ne consentono un utilizzo su pressoché tutti i materiali saldabili. Le saldatrici sinergiche sono dotate di elettronica digitale che permette di regolare automaticamente i parametri di saldatura partendo dal tipo e spessore del materiale, il diametro del filo utilizzato ed il gas guidando anche il saldatore meno esperto all'ottimizzazione dei parametri con estrema facilità La saldatrice a filo facile da usare è quella sinergica Se non hai mai saldato a filo, allora scegli una saldatrice sinergica. Infatti, la cosa più difficile per chi salda a filo per la prima volta è trovare il giusto equilibrio tra la velocità del filo e la potenza della macchina. Se non trovi questo equilibrio rischi di bruciare il filo troppo velocemente o troppo lentamente, dunque trovarlo è essenziale. Però potresti dover fare diversi tentativi prima trovare il giusto equilibrio… La saldatrice sinergica fa tutto questo per te! Fantastico, vero? È programmata per darti la giusta velocità del filo e la giusta potenza. Ad esempio, la filMAKER 182 helviLITE, la saldatrice a filo fai da te, funziona proprio così: ti basta impostare lo spessore del pezzo che vuoi saldare con la manopola e puoi iniziare subito! Inoltre, hai una seconda manopola con la quale puoi regolare il bilanciamento della velocità del filo, pur rimanendo all’interno del giusto equilibrio impostato in automatico dalla saldatrice. Così, man mano che farai pratica con la saldatura,
Capiamo subito come la differenza tra MIG e MAG stia solo nel gas coinvolto nel processo di saldatura, mentre tutti gli altri elementi coinvolti nel lavoro sono i medesimi per le due tipologie. È per questo motivo che si può parlare di saldatura MIG/MAG e di saldatrice MIG/MAG, dal momento che l’apparecchio di cui dotarsi è uno solo mentre cambieranno eventualmente le bombole di gas ed i fili utilizzati. Si tratta di un tipo di saldatura che non fa per tutti, molti potrebbero preferire la saldatura classica con elettrodo per la maggiore versatilità ed il minore ingombro dell’apparecchiatura, che nel caso della saldatura MIG/MAG, come vedremo più avanti è abbastanza importante visti gli elementi coinvolti. Tuttavia la produttività della saldatura a filo continuo è maggiore rispetto al lavoro con elettrodo, visto che non ci sono perdite di tempo per la sostituzione dell’elettrodo e si riesce a lavorare con maggior continuità, riducendo conseguentemente i costi.
La prima sigla sta per Metal-arc Inert Gas (in italiano “arco metallico e gas inerte”) , mentre la seconda per Metal-arc Active Gas (in italiano “arco metallico e gas attivo”). La saldatura MIG/MAG, come funziona La modalità di saldatura MIG/MAG è relativamente recente, essendo nata solo nel secondo dopoguerra. Tuttavia presenta due importanti vantaggi, velocità ed economicità, che ne hanno permesso una grande diffusione soprattutto negli ultimi anni, tanto da essere diventata una delle modalità di saldatura più utilizzata per scopi professionali. Se siete già esperti o comunque informati della saldatura ad elettrodo in modalità TIG, individuerete subito due elementi di continuità: il metallo per far scoccare l’arco che permette la fusione di materiale e il gas a protezione del bagno di fusione in modo da non produrre scoria ed annullare gli effetti negativi dell’ossigeno.
Le similitudini tra la saldatura MIG/MAG e la classica saldatura ad arco finiscono qui. Se ad elettrodo è possibile saldare procurandosi solo una saldatrice con i cavi e gli elettrodi necessari, per la saldatura MIG/MAG servirà allestire una postazione dove saranno presenti molti accessori. Nel caso si debba lavorare fuori dall’officina o ci si debba muovere spesso è possibile montare la postazione anche su un carrello.
Il primo accessorio che salta all’occhio è la bombola di gas di protezione, identica alla vista a quella della modalità TIG della saldatura ad elettrodo. Il contenuto della bombola però può discostarsi da quello della saldatura TIG, a seconda che si saldi in modalità MIG oppure MAG. Se si salda in modalità MIG, ovvero usando gas inerte, allora il contenuto della bombola sarà elio oppure argon, proprio come nella saldatura con elettrodo di tungsteno. Di solito viene preferito l’argon, che essendo più pesante dell’aria tende a restare sul bagno di fusione proteggendo meglio la saldatura. L’elio viene preferito quando gli spessori da saldare sono importanti oppure si lavora con materiali difficili ad alta conducibilità termica come l’alluminio o il rame. Il motivo di questa scelta è dovuto al fatto che l’elio conduce molto meglio il calore rispetto all’argon e quindi penetra più in profondità del primo.
Il gas usato nella modalità MAG è invece molto diverso da quello usato nella saldatura TIG, essendo invece che gas inerte gas attivo. Questo si contraddistingue per il fatto di interagire con l’aria, nella maggior parte dei casi viene utilizzata l’anidride carbonica in percentuali di massimo il 25% insieme all’argon. La miscela di gas attivo ha maggior potere di penetrazione rispetto al gas inerte ed aumenta la stabilità di posizionamento dell’arco elettrico su materiali ferromagnetici. Questo fatto ha favorito l’adozione della saldatura a filo anche su acciai al carbonio. L’anidride carbonica però crea dei problemi quando il trasferimento del metallo dal filo al bagno si fa a spruzzo, motivo per cui in tale caso si opta per una corrente pulsata, come spiegheremo più avanti. Avrete sicuramente notato che già un paio di volte abbiamo menzionato il “filo” e proprio questo è il secondo importante elemento di diversità rispetto alla classica saldatura ad arco. La saldatura MIG/MAG è infatti una delle modalità di saldatura a filo continuo, saldatura in cui un filo metallico avvolto ad un aspo viene fatto passare dentro la torcia e, facendo scoccare l’arco elettrico tra il filo stesso ed il materiale sul quale si sta lavorando, viene fatto fondere trasferendo materiale nel bagno di fusione. L’utilizzo del filo metallico al posto dell’elettrodo è, ancor più del gas di protezione, ciò che caratterizza la saldatura MIG/MAG e la distingue da quella ad elettrodo.
Il metallo del filo può essere trasferito nel bagno di fusione in tre diversi modi che dipendono dalla corrente che attraversa il filo per creare l’arco. Il modo meno diffuso è quello che viene utilizzato per fare saldature in verticale, saldature di piccoli spessori di metallo oppure per coprire buchi sul materiale ed è chiamato trasferimento per cortocircuito. La corrente utilizzata è abbastanza bassa, tale da non portare il filo alla fusione. Il trasferimento avviene quando il filo entra in contatto con il bagno di fusione provocando un cortocircuito che fonde causa la fusione del metallo. Non si ha quindi la formazione del classico arco elettrico ed il metallo può solidificare molto velocemente vista la bassa temperatura raggiunta. Il secondo modo per trasferire il metallo dal filo al bagno di fusione è il più classico e consiste nel far scoccare l’arco elettrico che porta alla fusione del filo metallico. Il trasferimento a goccia, questo il modo in cui è nota questa modalità di trasferimento, richiede una corrente più alta del trasferimento per cortocircuito ed avviene per gravità con la goccia di metallo fuso che scende nel bagno di fusione lungo l’arco che deve essere lungo abbastanza in modo da far sì che la caduta della goccia non causi cortocircuiti con conseguenti schizzi di metallo sul materiale circostante. Questa modalità di trasferimento può funzionare solo su saldature orizzontali visto il ruolo fondamentale della forza di gravità
L’ultimo modo di trasferire il metallo al bagno di fusione nella saldatura MIG/MAG è quello noto come trasferimento a spruzzo ed è quello che richiede in assoluto la corrente più alta. Le gocce che si formano sono molte e molto piccole, motivo per cui il ruolo della forza di gravità è ridimensionato rispetto al trasferimento a goccia, permettendo, seppur con qualche difficoltà, di utilizzare il trasferimento a spruzzo anche su saldature non in posizione orizzontale. L’arco deve essere molto stabile, fatto che è possibile solo con correnti molto alte che si traducono in molto calore prodotto, motivo per cui non è possibile utilizzare questo tipo di trasferimento con spessori di metallo ridotti. Controllare le intensità di corrente necessarie per il trasferimento a goccia e soprattutto quello a spruzzo richiede apparecchi che siano in grado di lavorare con corrente pulsata, vale a dire che viene mantenuta abbastanza alta da mantenere l’arco stabile per la maggior parte del tempo ma che raggiunge il livello necessario alla fusione solo per pochi istanti.
Il modo di lavorare con la saldatura MIG/MAG si discosta un po’ dalla classica saldatura ad elettrodo visto il diverso funzionamento del processo di saldatura. L’ideale per i principianti assoluti sarebbe ovviamente la frequenza di un corso o affidarsi ad un saldatore esperto che sia disposto a guidarci nel nostro percorso. Passiamo a vedere adesso quali sono i componenti della saldatrice MIG/MAG e quali sono gli usi per cui è più indicata.
Saldatrice MIG/MAG: com’è fatta La saldatrice MIG/MAG poco si discosta nel suo apparecchio base da altre saldatrici elettriche. Si tratta di un apparecchio, oggi tendenzialmente ad inverter, che trasferisce la corrente al filo permettendo di fare scoccare l’arco elettrico che permette la fusione. La maggior differenza rispetto agli apparecchi ad arco è che gli apparecchi specifici per la saldatura MIG/MAG tendono a dare la possibilità di usare corrente pulsata, gestita direttamente dall’apparecchio. Oltre all’apparecchio, la saldatrice MIG/MAG ha bisogno di una torcia che integri il meccanismo di scorrimento del filo e che si colleghi alle bombole del gas di protezione per farlo fluire sul filo e sul bagno di fusione. Questo sistema unisce il tubo che porta alle bombole di gas e ne regola l’emissione e quello che invece porta alla bobina dove è avvolto il filo metallico che viene elettrificato una volta nella torcia. La torcia, sebbene abbia la medesima funzione della torcia per l’elettrodo in tungsteno, si differenzia molto da questa proprio per il meccanismo che permette al filo di scorrere mano a mano che questo fonde e si procede nel lavoro. Le torce più professionali che devono sopportare periodi di lavoro molto lunghi, possono anche avere un circuito di raffreddamento per consentire di lavorare con maggior continuità. Il sistema per saldare in modalità MIG/MAG si compone quindi oltre che della saldatrice in senso stretto, anche delle bombole del gas, inerte o attivo che sia, e dalla bobina del filo, con la torcia a fare da punto di unione di tutto il sistema. Avere un apparecchio di altissima qualità ma avere il resto del sistema di qualità scadente ovviamente va a pregiudicare la resa finale della saldatura. Si capisce come un sistema simile sia più ingombrante rispetto a quello della saldatrice ad elettrodo e come sia difficilmente trasportabile senza l’uso di appositi carrelli per saldatrice. I carrelli adatti alla saldatura MIG/MAG devono essere in grado di garantire sicurezza e stabilità soprattutto per le bombole e la saldatrice, evitare che si creino pericolosi grovigli di cavi mantenendo comunque una certa mobilità, soprattutto se si opera in contesti in cui bisogna spostarsi molto. Visti i componenti della saldatrice MIG/MAG, o sarebbe meglio dire dei componenti della stazione di saldatura MIG/MAG, andiamo a vedere quali sono i campi di applicazione di questo particolare tipo di saldare il metallo. In linea di massima oggi il procedimento ha raggiunto un livello di sviluppo tale che può essere usato ogni volta che il lavoro richieda alta produttività e velocità di esecuzione. Il fatto di avere un gas a protezione del bagno di fusione, fa sì che la tecnica MIG/MAG venga utilizzata in officina al chiuso, visto che all’aperto c’è il rischio che una lieve brezza provochi la dispersione del gas con conseguente compromissione della qualità della saldatura che fa proprio del gas di protezione l’elemento chiave per garantirne la qualità meccanica. Detto questo, la saldatura MIG/MAG viene utilizzata in moltissimi campi. Industrialmente viene usata nell’industria delle automobili, soprattutto per quelle produzioni che richiedono alta velocità di esecuzione ed alta tenuta come i serbatoi a pressione. Un’altra industria in cui la saldatura MIG/MAG la fa da padrona è quella navale, in cui si devono saldare enormi volumi in un tempo che sia relativamente breve. Anche la costruzione di strutture in acciaio ed in lamiera fa largo uso della saldatura a filo continuo con gas di protezione.
La saldatura TIG La saldatura TIG è una modalità della saldatura ad arco contraddistinta da due elementi. TIG infatti sta per Tungsten Inert Gas. Le chiavi di questa modalità sono quindi il tungsteno (Tungsten) e il gas inerte (Inert Gas). La tecnologia nasce in ambito bellico, nello specifico per l’industria aeronautica e si sviluppa durante la seconda guerra mondiale. Il motivo del suo successo iniziale nella fabbricazione di aerei è molto semplice: una saldatura è infatti molto più leggera di un’unione fatta con rivetti. Inoltre fu anche chiaro che la saldatura permettesse un generale risparmio di tempo rispetto alla rivettatura. Oggi resta il tipo di saldatura per eccellenza usato nell’industria aeronautica, ma il suo impiego si è diffuso ampiamente a tutti quei settori che richiedano precisione e leggerezza. Proprio per la leggerezza che caratterizza la saldatura TIG, questa viene impiegata quando si lavorano leghe leggere come alluminio, magnesio e rame. I due componenti chiave della modalità TIG, il tungsteno ed il gas inerte, entrano in funzione contemporaneamente durante il processo di saldatura ma con due funzioni diverse e ben precise
Il tungsteno entra in gioco per quanto riguarda gli elettrodi usati dalla saldatrice e quindi per la parte elettrica: a differenza dell’elettrodo classico usato nella saldatura MMA in cui questo si fonde e fornisce il materiale d’apporto alla saldatura, nella saldatura TIG l’elettrodo è fatto in tungsteno. Questo metallo ha la caratteristica di essere quello che fonde a temperatura più alta, servono ben 3422 gradi perché il tungsteno passi allo stato liquido. Di conseguenza un elettrodo in questo materiale sviluppa un arco che fonde il metallo del pezzo da saldare senza consumarsi. Ovviamente, essendo l’elettrodo non consumabile, se si dovesse rendere necessario l’apporto di materiale esterno questo andrà fornito tramite le apposite barre di metallo di apporto. Il gas inerte entra invece in ballo per quanto riguarda la protezione del bagno di fusione, per evitare ogni rischio di ossidazione. Di solito viene utilizzato l’argon per proteggere la saldatura dall’azione dell’azoto e soprattutto dell’ossigeno dell’atmosfera. In alcuni casi, soprattutto se si cerca una saldatura in profondità o anche quando si lavora con metalli leggeri e che hanno un’alta conducibilità termica come il rame o l’alluminio, può essere usato l’elio
Il sistema che combina elettrodo e gas è abbastanza complesso ed è formato da una torcia da montare sulle saldatrici MMA predisposte. All’interno della torcia si trova l’elettrodo in tungsteno, che deve essere affilato o meno all’estremità a contatto con la superficie su cui si lavora a seconda della polarità con cui si opera. In caso che si usi polarità positiva sulla superficie, quindi ad esempio quando si lavora con l’acciaio, l’elettrodo andrà affilato per meglio indirizzare gli elettroni ed arrivare più in profondità. Se invece si andrà a lavorare metalli leggeri come l’alluminio e si preferirà lavorare a polarità invertita, quindi con il polo negativo sulla superficie del materiale che si sta saldando, allora l’elettrodo andrà tenuto piatto per limitare la tensione necessaria. Nella torcia, come si è forse intuito, non c’è solo l’elettrodo, altrimenti non saremo a parlare di una tecnologia separata ma al massimo di elettrodi in tungsteno. Dentro la torcia infatti scorre anche il gas di protezione del bagno di fusione. Questo esce da un ugello in corrispondenza della punta dell’elettrodo, non permettendo all’ossigeno di andare ad ossidare il metallo fuso.
Questo sistema viene montato su un comune generatore di corrente per saldature ad arco per quanto riguarda l’apporto di energia elettrica mentre viene collegato ad una bombola del gas prescelto per quanto riguarda l’afflusso di gas di protezione. Vista l’importanza che riveste il gas di protezione nella saldatura TIG, si preferisce effettuare questo tipo di operazione in appositi locali al chiuso, in quanto all’aperto basta un minimo soffio di vento per spostare la protezione fornita dal gas al bagno di fusione e consentire l’ossidazione di quest’ultimo. Lavorare in modalità TIG, va detto, non è per niente semplice. È considerata la modalità di saldatura che permette la miglior resa estetica ed una linea di saldatura dalle eccellenti proprietà meccaniche. Tuttavia serve molta esperienza con la saldatura ad arco prima di potersi approcciare alla saldatura TIG. Prima di iniziare a lavorare, è necessario procurarsi tutto l’abbigliamento protettivo d’ordinanza, vale a dire guanti, maschera con visiera autoscurante e salopette o grembiule da lavoro. Senza questo abbigliamento è impensabile potersi mettere a maneggiare una saldatrice, tanto meno una Tig. L’ideale sarebbe che la maschera fosse dotata di respiratore, dal momento che la saldatura avviene al chiuso e si usano gas che, per quanto innocui, riducono l’ossigeno disponibile.
Una volta indossato il necessario bisogna pulire alla perfezione le superfici che andranno saldate, rimuovendo il sottile strato di ossido per via meccanica e ultimando la pulizia con un prodotto apposito come quello per pulire i circuiti elettronici. Questo passaggio non va assolutamente sottovalutato. Metallo puro ed ossido fondono a temperature diverse ed un’eventuale presenza di ossido lo farà precipitare nel bagno di fusione rendendo di fatto inutile la protezione offerta dal gas e compromettendo la tenuta stessa della saldatura. Dopo aver preparato la superficie bisogna ottenere la massima aderenza tra le parti da saldare, bloccandole con morsetto in modo da rendere il contatto tra le parti ben saldo. Solo dopo una fase di preparazione accurata è possibile iniziare a lavorare sotto la guida di un saldatore esperto che spiegherà i movimenti da fare, i tempi da tenere ed i vari segreti della saldatura TIG che possono essere passati solo da un professionista. Rischi e difetti della saldatura TIG La saldatura TIG, per quanto sia una delle tecniche più raffinate di saldatura, non è esente né da rischi né da difetti. Partiamo da questi ultimi: i difetti della saldatura TIG nascono soprattutto da errori durante l’operazione. Questo è uno dei motivi per cui non è adatta ai principianti assoluti. Il difetto più rilevante, in quanto causa di inneschi per rotture fragili nella saldatura è che particelle di tungsteno passino nel bagno di fusione. Questo può avvenire quando un saldatore non sufficientemente esperto va a far toccare l’elettrodo con la superficie sulla quale si sta lavorando. L’altro grande difetto della saldatura TIG si ha nel momento in cui per un qualche motivo il gas di protezione non copre il bagno di fusione, dando luogo a piccole macchie circolari ossidate sulla linea di saldatura, le cosiddette fioriture.
Come saldare l’alluminio, la guida teorica alla saldatura L’alluminio è uno dei materiali più usati sia dagli appassionati del fai da te che nella realizzazione di strutture professionali. È un materiale che presenta molte caratteristiche positive: è leggero, resistente e dura a lungo. Il problema si presenta però al momento che dobbiamo saldare vari pezzi di alluminio. Infatti questo metallo è uno dei più problematici sui quali operare, soprattutto a causa del basso punto di fusione che porta con se il rischio di sfondamento della lamina di alluminio, specialmente se questa è sottile.
Saldatura TIG alluminio: preparazione
L’alluminio va ripulito da un leggerissimo strato di ossido che si forma e che ha la caratteristica di fondere ad una temperatura molto più alta del metallo puro. Questo comporta che durante una saldatura su metallo non pulito, l’ossido andrà ad affondare nel metallo fuso sottostante inquinando il metallo e pregiudicando le proprietà del materiale. Il problema è aggravato dal fatto che l’alluminio, a differenza di altri metalli, non cambia colore quando fonde e quindi ci si accorge dell’avvenuta fusione quando è tardi per apportare eventuali correttivi. Si capisce come sia quindi assolutamente fondamentale rimuovere l’ossido prima di iniziare per poter lavorare con tranquillità.
a rimozione dell’ossido va fatto con l’aiuto di una spazzola per metallo, una lima o carta vetrata per metallo, a seconda di cosa meglio si adatta alla forma del pezzo. Finita questa procedura, da fare anche sulle barre di metallo di apporto, bisogna lavare bene il pezzo con uno sgrassatore per metalli, ottimi quelli per pulire l’elettronica, strofinando con la paglietta metallica e lasciando asciugare alla perfezione. Quando i pezzi sono asciutti, si può finalmente passare alla saldatura vera e propria. Saldatura TIG alluminio: fase operativa Iniziando a lavorare sulla saldatura, bisogna far aderire perfettamente i due pezzi da saldare. La saldatura TIG non dà scampo in caso di un’aderenza non perfetta tra i due pezzi, per cui è fondamentale usare un modo per bloccare saldamente i pezzi fino alla fine del lavoro. Un’idea può essere l’uso di morsetti appositi o anche di dissipatori di calore in rame. Uno dei problemi dell’alluminio è che conduce molto bene il calore e può diventare difficile da maneggiare o arrivare a surriscaldarsi in punti dove non vorremmo che arrivasse il calore. Un’altra operazione molto utile prima di andare ad intervenire direttamente sul punto di saldatura è quella di riscaldare i pezzi di alluminio ad una temperatura di circa 200 gradi. Il rischio che si corre non eseguendo questa operazione è che, in caso soprattutto di pezzi grandi, è che la saldatura non sia resistente come dovrebbe e che i pezzi saldati cedano se sottoposti a sforzo.
Passando al sodo, l’operazione, per essere il più precisa possibile deve essere fatta portando l’elettrodo ad una distanza tra il mezzo centimetro ed i 7 mm dalla linea di saldatura. Pur funzionando anche ad una distanza maggiore, il rischio è che non si riesca a controllare a dovere l’arco che si va a creare dando luogo ad una saldatura imprecisa. La barra di materiale di apporto va posizionata perpendicolarmente alla torcia ed il movimento deve essere sempre in avanti, vale a dire che bisogna “spingere” la torcia e mai tirarla. Occorre anche sincerarsi che non ci sia mai contatto tra l’elettrodo e la barra di metallo, perché le impurità che si formerebbero andrebbero a finire nella saldatura pregiudicandone la tenuta. Quando si è sicuri di essere nell’assetto giusto, si può finalmente dare il via allo strumento dopo averne regolato l’amperaggio in base allo spessore da saldare. L’avviamento può essere fatto sia mediante il pulsante che si trova sulla torcia, sia mediante un pedale di cui sono dotati molti modelli. Bisogna fare un po’ di pratica con l’uso del pedale visto che mano a mano che il metallo si riscalda bisogna premere meno a fondo il pedale, controllando sempre che la quantità di metallo fuso sia quella corretta
Finito il processo, bisogna staccare il pedale e/o il pulsante della torcia (ci sono strumenti con un doppio meccanismo di controllo) e lasciar raffreddare il lavoro. Questa guida espone molto in breve la procedura da fare per saldare l’alluminio. Come per gli altri metalli, il vero segreto dopo essersi fatti una buona base teorica è fare molte prove e molta esperienza. Quello della saldatura non è un mondo esattamente semplice ma dà molte soddisfazioni. All’inizio qualche insuccesso è inevitabile, ma con costanza si arriverà a padroneggiare lo strumento e la tecnica in modo da ottenere delle saldature perfette.
el magutt
Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
Le regole basi sono poche: ottenere un buon grado di penetrazione del bagno di fusione, limitare la zona termicamente alterata tra i pezzi uniti con la saldatura e sempre utilizzare un filo che abbia un carico di rottura pari o superiore a quello del metallo in questione. Tutte assieme, ma non necessariamente in questo stesso ordine di importanza. Sinergico e pulsato sono sono due modalità diverse di saldatura Mig/mag. una non è migliore dell'altra, ma si applicano a campi di utilizzo diversi e, dal punto di vista pratico, nel senso del risultato ottenuto, sono indifferenti. Se vuoi scendere nello specifico, devi propormi un esempio ben preciso ( su acciaio dolce perchè Al non lo conosco) e ti dirò come saldarlo. Serve sapere: materiale ( S235, S275, S355 o altri tipi di acciaio dolce), spessori e tipo di giunto (angolo, testa a testa o altro).
S'intende TIG STRISCIO quel tipo di contatto che si genera strofinando, o comunemente parlando, strisciando leggermente la punta dell'elettrodo al tungsteno sul pezzo da saldare
È necessario procedere con cautela poiché l'elettrodo TIG potrebbe incollarsi alla superficie perdendo la punta e quindi non permettendo al saldatore la governabilità del processo saldante. Un po' di pratica e soprattutto di spirito di adattamento possono sopperire alla necessità d'acquisto di una saldatrice più complessa . Questo procedimento deve essere realizzato con una torcia con apertura del gas sull'impugnatura. Il morsetto massa è lo stesso che si usa per la funzione ad elettrodo, la bombola utilizzata può essere anche in formato usa e getta, per le prime prove o per chi ne fa un utilizzo non frequente (qualche riparazione su lamiere sottili). Anche il riduttore di pressione deve essere idoneo alla bombola da utilizzare Un ulteriore procedimento è denominato LIFT. L'elettrodo al tungsteno viene appoggiato alla superficie da saldare sollevandolo lentamente per innescare l'arco di saldatura. Il passaggio di corrente a bassa intensità permette di non rovinare l'elettrodo mentre la saldatrice incrementa progressivamente l'amperaggio fino a raggiungere il valore di saldatura impostato inizialmente. Questo procedimento non crea disturbi elettromagnetici. Il contatto dell'elettrodo col bagno di saldatura lo inquina leggermente con contaminanti di tungsteno. I contaminanti che potrebbero inserirsi nel bagno di saldatura comprometterebbero strutturalmente il risultato indebolendo l'unione delle parti saldate. Il procedimento migliore è senza dubbo quello denominato HF cioé High Frequency . L'innesco avviene senza contatto con il materiale tramite un impulso ad alta tensione a minima potenza che permette l'innesco a distanza dell'elettrodo. Questo processo, oltre a poter essere utilizzato solo con una macchina predisposta, necessita anche di una particolare torcia dotata di un pulsante per innescare l'arco e contemporaneamente aprire l'elettrovalvola del gas argon.
Nella regolazione della saldatrice per la saldatura MIG i parametri da impostare sono: 1. - La tensione della corrente di saldatura 2. - La velocità di avanzamento del filo 3. - Il gas di protezione.
Nelle saldatrici tradizionali a scatti questi parametri devono essere necessariamente impostati singolarmente dall'operatore mentre nel caso in cui si disponga di saldatrici sinergiche, ossia di ultima generazione dotate di elettronica, impostando il tipo di materiale, spessore la regolazione viene effettuata direttamente dalla macchina, aiutando anche i saldatori meno esperti nella regolazione ottimale.
Il trasferimento di materiale, ossia il filo della bobina sul materiale di base, può essere effettuato in diversi modi: Short Arc, Spray Arc, Globular o Pulsato e dipende dal rapporto tra la velocità del filo e della tensione di corrente impostata.
1. 1. Short Arc: Una tensione bassa in rapporto alla velocità e diametro del filo utilizzato, il trasferimento avviene tramite il distacco di gocce di filo lente e grandi nel bagno di saldatura. Questa tecnica è ideale per saldare materiali di basso spessore e riempire cavità. L'incoveniente è che genera una buona quantità di spruzzi di saldatura.
1. 1. Spray Arc: Una tensione alta in rapporto alla velocità e diametro del filo utilizzato, il trasferimento avviene tramite una "pioggia" di goccioline più piccole, appunto spray, del bagno di saldatura. Questa tecnica è adatta per spessori più elevati perchè genera maggior calore sui particolari saldati ed i spruzzi sono molto ridotti.
1. 1. Globular: è una situazione intermedia tra lo short arc e lo spray arc.
1. Saldatura pulsata: è un procedimento di ultima generazione che consente di controllare il distacco delle gocce sul bagno di saldatura in maniera controllata. Si può cosi controllare anche il calore apportato sul metallo base e quasi azzerare gli spruzzi di saldatura. Grazie all'elettronica della saldatrice la corrente viene modulata consentendo di ottenere ottimi risultati anche su spessori sottili.
Il gas di protezione per la saldatura MIG Per la saldatura MIG è imprescindibile l'uso del gas che ha la funzione di proteggere il bagno di saldatura dall'ossigeno nell'aria. In mancanza di questo non è possibile eseguire la saldatura. La quantità di gas necessaria generalmente va da 10 a 15 lit/min ma dipende da diversi fattori come: la posizione di saldatura, dal diametro dell'ugello utilizzato, dalla dimensione del cordone di saldatura da eseguire, se si lavora al chiuso o all'aperto.
Il riduttore di pressione per saldatura da utilizzare è quello per Argon/Co2 a 2 manometri o con flussimetro a colonnina. La quantità di gas in uscita generalmente è da regolare da un minimo di 10lit/min a 15lit/min. Questo valore varia a seconda della posizione di saldatura, della dimensione del cordone di saldatura, dal tipo di ugello utilizzato, se si eseguono saldature all'aperto o al chiuso.
Per la saldatura degli acciai in passato si faceva un grande uso di Co2 ma negli ultimi decenni vengono utilizzate miscele di Argon e Co2 o anche, per utilizzi più particolari, di gas ternari come Argon, Co2 ed Ossigeno. In generale si preferisce l'uso di miscele al solo Co2 perchè nel bagno di saldatura il livello di ossigeno è la metà, compreso tra 350 e 450 ppm, riducendo le inclusioni ossidiche generando strutture della ferrite ad aghi fini aumentando il valore della resilienza. Esistono comunque miscele che aiutano il processo di saldatura e riducono gli spruzzi, ma vanno valutate in base alle esigenze specifiche.
Nel caso in cui si debba saldare l'acciaio inossidabile occorre utilizzare in generale gas Argon 98% e Co2 2%, mentre nel caso di saldatura dell'alluminio Argon Puro occorre utilizzare riduttori di pressione per Argon/Co2 a 2 manometri o a colonnina da collegare alla saldatrice.
Si raccomanda l'uso del gas tester per verificare che all'ugello della torcia fuoriesca la quantità di gas corretta. Uno strumento economico e di facilissimo utilizzo che può aiutare molto nella regolazione.
In rapporto alle modalità di trasferimento del metallo nell’arco si distinguono tre condizioni di saldatura MIG/MAG: Quando l’elettrodo tocca il bagno, l’arco non è più presente. 1 La tensione superficiale del bagno attira il metallo fuso che passa dal filo al bagno. 2 La “Pinch force” attorno al filo schiaccia l’estremità fusa del filo stesso. 3 Tensione superficiale e “Pinch force” assieme permettono la separazione della parte fusa dalla parte solida del filo. 4 A questo punto l’arco riinnesca. Il processo si ripete dalle 20 alle 200 volte al secondo. La frequenza della “Pinch force” è controllata dall’induttanza del generatore.
• Metodo di trasferimento: Globulare
Questo tipo di trasferimento si instaura quando la corrente impostata è di poco superiore al campo di regolazione in short arc. Il metallo viene trasferito attraverso l’arco in forma di grosse gocce di forma irregolare. Ogni goccia cresce fino al punto di cadere nel bagno. Per limitare la formazione di spruzzi è necessario utilizzare alte percentuali di gas inerti.
• Metodo di trasferimento: Spray Arc
Questo tipo di trasferimento si instaura quando le impostazioni di tensione e corrente superano il campo di regolazione in globular arc. Nel trasferimento “spray arc” avviene una fusione continua sotto forma di gocce finissime a spruzzo. Il trasferimento “Spray arc” è possibile solo se si utilizzano alte percentuali di Argon come gas di protezione (> 80%).
Ogni filo ha la sua caratteristica: Valori rilevati con “stick out” di 15 mm per “short arc” e 20 mm per “spay arc”.
Visita il nostro sito saldatrice.shop
Informazioni generali Il nuovo termine generico conforme alla normativa ISO 857-1 per tutti i processi di saldatura ad arco, in cui viene fuso un filo di saldatura in gas di protezione, è la saldatura ad arco con elettrodo di metallo in gas di protezione (Processo n. 13). In Europa il termine generico usato in precedenza era saldatura ad arco con gas di protezione. La normativa ISO spiega il processo basandosi sulla traduzione inglese: saldatura ad arco con elettrodo di metallo che impiega un filo di saldatura, in cui l’arco ed il bagno di saldatura vengono protetti dall’atmosfera grazie ad una protezione di gas fornita da una fonte esterna. In base al tipo di gas di protezione utilizzato si può parlare di saldatura con elettrodo di metallo in gas inerte (MIG), processo n. 131, se viene impiegato un gas inerte e di saldatura con elettrodo di metallo in gas attivo (MAG), processo n. 135, se viene utilizzato un gas attivo. Nella normativa ISO 857-1 vengono enumerate ulteriori varianti: saldatura con filo animato in gas attivo (processo n. 136), saldatura con filo animato in gas inerte (processo n. 137), saldatura MIG/Plasma (processo n. 151) e saldatura elettrica con gas (processo n. 73). Caratteristica della saldatura MIG/MAG è che il filo di saldatura, alimentato da una delle bobine tramite un motore di alimentazione, viene alimentato con corrente mediante l’ugello porta corrente appena prima dell’uscita dalla torcia, in modo tale che l’arco possa innescarsi tra l’estremità del filo di saldatura ed il pezzo da lavorare. Il gas di protezione fuoriesce dal rispettivo ugello che circonda in modo concentrico il filo di saldatura. In tal modo il materiale di saldatura viene protetto dalla possibile penetrazione di gas atmosferici come ossigeno, idrogeno e azoto. Il gas di protezione possiede oltre alla funzione protettiva anche altre funzioni. Poiché esso determina la composizione dell’atmosfera dell’arco, ne influenza anche la conduttività elettrica e di conseguenza le caratteristiche di saldatura. Inoltre il gas di protezione influenza la composizione chimica del materiale di saldatura attraverso i processi di fusione e possiede dunque anche un effetto metallurgico.
Tipo di corrente Ad eccezione di alcuni nuovi casi, la saldatura MIG/MAG viene effettuata con corrente continua, dove il polo positivo della fonte di corrente si trova sull’elettrodo ed il polo negativo sul pezzo da lavorare. Con alcuni fili animati è possibile saldare talvolta anche con la polarità opposta. Recentemente è stata impiegata per casi molto speciali, ad esempio per la saldatura MIG di lamiere di alluminio estremamente sottili, anche la corrente alternata.
Suggerimenti per una corretta saldatura MIG/MAG Il saldatore MIG o MAG necessita di una buona formazione, non solo per la saldatura pratica, ma anche per quanto concerne le peculiarità teoriche del procedimento. Ciò è particolarmente importante per evitare di commettere errori.
Accensione dell’arco Dopo aver azionato l’interruttore della torcia, il filo di saldatura si mette in movimento con la velocità impostata in precedenza. Contemporaneamente il filo di saldatura viene messo sotto corrente mediante il relè a corrente e il gas di protezione inizia a fluire. Al contatto con la superficie del materiale si verifica un cortocircuito. A causa dell’elevata intensità della corrente sulla punta dell’elettrodo, il materiale inizia ad evaporare in corrispondenza del punto di contatto e l’arco si accende. Con velocità di avanzamento del filo elevate, l’arco ancora debole potrebbe essere nuovamente interrotto a causa del materiale del filo alimentato, consentendone l’accensione definitiva solo dopo il secondo o terzo tentativo. Dunque è opportuno effettuare l’accensione con una velocità di avanzamento ridotta e solo quando l’arco è stabile aumentare la velocità di avanzamento del filo. I moderni impianti MIG/MAG consentono di impostare una cosiddetta "velocità di avvicinamento del filo". L’accensione non deve mai avvenire all’esterno del giunto e solo nei punti che vengono fusi immediatamente di seguito. Con punti di accensione non ricoperti dalla saldatura potrebbe verificarsi la formazione di cricche, a causa dell’elevata velocità di raffreddamento di tali punti riscaldati in maniera limitata.
Posizionamento della torcia
La torcia viene inclinata nella direzione di saldatura di circa 10° - 20° e può essere posizionata a rovescio o diritta. La torcia deve trovarsi ad una distanza tale dal pezzo da lavorare, che l’estremità libera del filo, ossia la distanza tra l’angolo inferiore dell’ugello porta corrente e il punto iniziale dell’arco, sia pari a circa 10 - 12 x diametro del filo [mm]. Se la torcia è eccessivamente inclinata, sussiste il pericolo che l’aria venga aspirata nella guaina di gas di protezione. Solitamente per la saldatura con fili pieni la torcia viene posizionata diritta, mentre quando si utilizzano fili animati che producono scorie si predilige il posizionamento a rovescio. La torcia viene normalmente posizionata leggermente a rovescio anche nella posizione PG. La saldatura con cordone verticale discendente (pos. PG) viene impiegata principalmente per lamiere più sottili. Con le lamiere più spesse sussiste il pericolo che si verifichino errori di fusione a causa del materiale di saldatura che precede la torcia. Gli errori di saldatura dovuti a materiale di saldatura che precede la torcia possono verificarsi anche in altre posizioni, nel caso la saldatura venga eseguita con velocità di saldatura troppo ridotte. Dunque è necessario evitare il più possibile di compiere ampie oscillazioni, ad eccezione della posizione PF. La forma standard di un movimento oscillatorio è il triangolo aperto.
Termine della saldatura Al termine del cordone l’arco non deve essere spento improvvisamente e la torcia non deve essere allontanata dal cratere finale. Soprattutto con le lamiere più spesse, dove all’interno di grandi cordoni possono formarsi crateri finali, si consiglia di estrarre lentamente l’arco dal bagno o, se l’impianto utilizzato lo consente, di impostare un programma di riempimento del cratere finale. Nella maggior parte degli impianti è possibile impostare anche un tempo specifico del postflusso del gas di protezione, in modo che il materiale di saldatura fuso rimasto possa solidificarsi sotto la guaina formata dal gas di protezione. Questo procedimento è efficace solo se anche la torcia viene tenuta per alcuni secondi sull’estremità del cordone.
Parametri di saldatura Il limite inferiore per il possibile utilizzo del procedimento per i giunti saldati di testa con l’acciaio non legato è di circa 0,7 mm, con l’acciaio inossidabile è di 1 mm e con i materiali di alluminio è pari a circa 2 mm. I punti di giunzione e le lamiere sottili vengono saldati principalmente con short arc (arco corto) o con il livello inferiore di potenza del pulsed arc (arco pulsato). Per le passate di riempimento e quelle finali e le saldature di rinforzo su lamiere più spesse viene impostato uno spray arc (arco a spruzzo) o un long arc (arco lungo) con una potenza più elevata. Questi lavori di saldatura possono essere eseguiti senza spruzzi anche con il pulsed arc. Il saldatore può leggere i valori della corrente e della tensione che ritiene necessari sugli strumenti di misurazione per lo più integrati negli impianti. Con la saldatura a impulsi gli strumenti di visualizzazione indicano il valore aritmetico medio dei valori della corrente e della tensione dell’arco risultante dalla fase a impulsi e dalla fase base alla frequenza dell’impulso impostata. Dunque le tabelle possono anche ricoprire la funzione dei valori di riferimento per la saldatura MIG/MAG pulsato. Se non sono installati apparecchi di misurazione, è possibile effettuare i rilevamenti con apparecchi di misurazione esterni oppure il saldatore deve fare riferimento alla velocità di avanzamento del filo riportata nelle tabelle. La lunghezza corretta dell’arco deve essere impostata in funzione di ciò che il saldatore vede e sente.
1 – Introduzione generale La saldatura è una giunzione che consente di unire parti solide in maniera permanente, realizzando la continuità del materiale. Nella saldatura si fa uso , normalmente, di un metallo di apporto che viene distribuito allo stato fuso tra i lembi del materiale base. Normalmente, insieme al materiale di apporto fonde anche il materiale base; in questo caso siamo in presenza di una saldatura autogena per fusione. Nel caso il materiale base non fonda ma venga solo riscaldato, si ha la saldobrasatura. Saldabilità : un materiale viene definito “ saldabile “ quando si presta a realizzare delle strutture con una certa continuità metallica. La saldabilità è , dunque , una proprietà condizionata dalle caratteristiche finali che il giunto saldato deve avere. All’ interno di ogni giunto saldato si può distinguere una zona fusa ZF ed una zona termicamente alterata; quest’ ultima è veramente importante , in quanto in sua prossimità si verificano o si possono verificare gravi difetti , quali cricche a caldo, cricche a freddo e strappi lamellari. Per tenere sotto controllo la ZTA degli acciai debolmente legati , è fondamentale la prova di resilienza che serve a valutare la continuità metallica del giunto saldato. Quando si esegue una saldatura autogena per fusione con una sorgente termica concentrata , si fonde il materiale base ed il materiale di apporto; ogni punto del giunto saldato subisce , dunque , un ciclo di riscaldamento e successivo raffreddamento. Fondamentale per il controllo di una saldatura è il calcolo del fattore “ Q “ noto come “ apporto termico specifico “ Q=(I x V x 60) / v ( J/cm ) Dove I = corrente in Ampères V=tensione in Volts v = velocità di saldatura in cm/min Sulla severità del ciclo termico , oltre al fattore Q , altrettanto influenti sono lo spessore dei pezzi e la temperatura di preriscaldo ( da 50°C a 300 °C ) , effettuato in alcuni casi
La saldatura e la brasatura sono procedimenti mediante i quali si realizza un’unione permanente, ottenendo la continuità dei materiali che vengono uniti. Saldatura vs Brasatura Per effettuare una saldatura, viene provocata la fusione localizzata dei lembi dei pezzi da giuntare, con o senza l’aggiunta di materiale d’apporto. Si parla di brasatura e di saldobrasatura quando il materiale base non viene fuso ma solo riscaldato e il processo di unione dei materiali viene realizzato per fusione del solo materiale d’apporto, avente temperatura di fusione inferiore a quella del materiale base. Cosa si può saldare? Un materiale si considera saldabile, con un procedimento e per un dato tipo di applicazione, quando si presta alla realizzazione di una struttura in cui sia assicurata la continuità e che presenti caratteristiche che soddisfino i requisiti di qualità richiesti. Fattori da tenere in considerazione per la saldatura Materiali Il processo di saldatura coinvolge uno o più tipi di materiali, che assolvono principalmente a due ruoli: • Materiale base, è il materiale che costituisce i pezzi da saldare; può essere lo stesso per entrambi i pezzi (saldatura omogenea), o diverso (eterogenea). I materiali metallici che vengono più tradizionalmente uniti sono l’acciaio, le leghe d’Alluminio, le leghe di Nichel e le leghe di Titanio. I soli materiali polimerici che possono essere saldati sono quelli termoplastici. • Materiale d’apporto, è il materiale che viene introdotto sotto forma di bacchette, fili o nastri e depositato allo stato fuso tra i lembi da unire. I materiali d’apporto sono sempre particolarmente puri, quindi le impurezze all’interno della zona fusa di un giunto provengono generalmente dal materiale base. Non per tutti i procedimenti ne è richiesto l’utilizzo. Parametri La gestione dei vari processi di saldatura e brasatura si basa sulla scelta di parametri specifici per ogni tipologia di processo. A livello generale, nella maggior parte dei processi è possibile individuare principalmente due parametri caratteristici: • potenza specifica, che rappresenta la potenza termica erogata per unità di superficie di materiale base, misurata in W/cm2; • velocità di saldatura, che rappresenta la velocità della sorgente termica, misurata in cm/min. Pericoli per l’operatore La saldatura e la brasatura sono operazioni che possono compromettere la salute degli operatori, che quindi si devono dotare di opportuni dispositivi di sicurezza. Tutti i processi, essendo legati alla fusione del materiale, prevedono la presenza di calore e temperature locali molto elevate, che necessitano l’utilizzo di indumenti (giacche, grembiuli, guanti e berretti) resistenti al calore. La maggior parte dei processi utilizza l’energia elettrica, come fonte di energia termica, fatto che implica la presenza di campi magnetici e correnti elettriche di elevata intensità. Alcuni processi hanno ulteriori rischi specifici: ad esempio, la saldatura ad arco emette radiazioni elettromagnetiche (UV, IR e visibili) che possono essere molto nocive per l’occhio umano. Gli operatori devono pertanto indossare una maschera oscurata, che agisce da filtro per la radiazione. Altri rischi nelle operazioni di saldatura e brasatura riguardano lo sviluppo di polveri, fumi e vapori metallici, motivo per il quale è obbligatorio l’impiego di un opportuno sistema di ventilazione in prossimità della zona dove si esegue la giunzione. Tipologie di saldatura I processi di saldatura costituiscono un universo piuttosto ampio e diversificato, che nel tempo si è adattato allo sviluppo dei materiali e delle tecnologie produttive. A livello macroscopico, possiamo dire che i processi che sono stati maggiormente sviluppati in ambito industriale appartengono al gruppo della saldatura per fusione. Tali processi utilizzano calore, generato in vari modi, per fondere il materiale base. I processi più comunemente utilizzati si possono classificare nei seguenti sotto gruppi: Ad arco elettrico. La saldatura ad arco si riferisce ad un gruppo di processi che sfrutta l’arco elettrico generato tra due elettrodi. L’arco può essere ottenuto utilizzando: 1. un elettrodo fusibile 2. un elettrodo refrattario, ossia non fusibile Nel primo caso l’elettrodo, fondendo, fornisce il metallo d’apporto; quando, invece, si utilizzano elettrodi non fusibili alla temperatura dell’arco, il materiale d’apporto (se necessario) viene fornito a parte, utilizzando delle bacchette o del filo. Elemento fondamentale per ottenere un arco elettrico è la corrente. È possibile alimentare l’arco sia con corrente continua (CC) sia con corrente alternata (CA); la scelta dipende dal tipo di processo adottato e dal materiale che si vuole saldare. Le principali tipologie di saldatura ad arco elettrico sono: • manuale ad elettrodo rivestito (MMA) • ad arco sommerso (SAW) • a filo continuo sotto protezione gassosa (MIG/MAG) • sotto protezione gassosa e con elettrodo infusibile (TIG) A resistenza. Si tratta di un procedimento di giunzione senza metallo d’apporto, nel quale il calore necessario per portare a fusione i lembi da saldare è fornito dalla resistenza opposta al passaggio di una corrente elettrica attraverso la zona da unire. Ossiacetilenica. La saldatura ossiacetilenica è un procedimento che utilizza, come sorgente di calore, la fiamma risultante dalla combustione dell’acetilene (C2H2) con l’ossigeno (O2). Ad energia concentrata Appartengono a questo gruppo i procedimenti che utilizzano fasci di energia che riescono a concentrare sul pezzo potenze molto elevate, variabili da alcune migliaia a vari milioni di watt per millimetro quadrato di superficie. Fanno parte di questo sotto-gruppo le saldature: • Laser (LBW) • a fascio elettrico (EBW) • al plasma (PAW). Scopri i vantaggi delle miscele performanti
SCARICA LA GUIDA Tecnologie per saldare
Utensili PFERD per la tecnologia robotica 22 ottobre 2021
Isole intelligenti e collaborative per saldare, sbavare… e non... 20 ottobre 2021
Mapal, utensili in PCD per componenti aerospaziali sofisticati 25 settembre 2021
Come valutare la qualità di assemblaggi in lamiera? 23 febbraio 2021
Focus saldatura: preventivi e tecnologie 25 novembre 2020 Tecniche di saldatura Il processo di saldatura può essere manuale, semiautomatico, automatico o robotizzato, a seconda dell’apparecchiatura e del modo di esecuzione. Manuale Nel processo manuale, il saldatore regola manualmente l’apparecchiatura e movimenta l’elettrodo o la sorgente di calore (saldatura ad elettrodo rivestito e ossiacetilenica); nel processo automatico, viceversa, un dispositivo provvede ad alimentare l’elettrodo oppure la sorgente generatrice del fascio, a mantenerlo a distanza opportuna dal pezzo e a spostarlo lungo la linea di saldatura (saldatura ad arco sommerso, ad arco elettrico sotto protezione gassosa MIG/MAG e TIG, ad energia concentrata). Semiautomatica Il processo semiautomatico costituisce una via di mezzo tra i due precedenti: un dispositivo provvede ad alimentare il filo elettrodo o ad erogare la corrente mantenendo costanti gli altri parametri, mentre l’operatore ha il compito di spostare l’elettrodo lungo la linea di saldatura (processi ad arco elettrico sotto protezione gassosa MIG/MAG e TIG). Robotizzata Se l’operazione è eseguita mediante l’utilizzo di un robot industriale o un manipolatore programmabile, si definisce saldatura robotizzata. Viene impiegata prevalentemente per la saldatura ad arco elettrico sotto protezione gassosa MIG/MAG e TIG e per la saldatura Laser, ma anche negli impianti di assemblaggio finale delle automobili per l’unione a resistenza delle carrozzerie. I controlli di qualità Per verificare la qualità dei giunti saldati, esistono diverse metodologie. Nel corso degli anni, sono state sviluppate delle procedure standardizzate che prevedono l’impiego di Controlli Non Distruttivi (CND) e prove distruttive. Il primo metodo per il controllo di un giunto è senz’altro l’ispezione visiva, mediante la quale è possibile verificare la conformità alle specifiche geometriche del progetto, le distorsioni e l’eventuale presenza di difetti evidenti quali cricche, porosità, fusioni incomplete e altri difetti visibili. Altri metodi di ispezione non invasivi per il giunto, che può quindi cominciare o continuare ad essere esercito, sono i Controlli Non Distruttivi. Tali controlli possono evidenziare difetti affioranti in superficie o presenti appena sotto la superficie, attraverso controlli superficiali (Liquidi Penetranti oppure Controllo Magnetoscopico), oppure difetti interni al pezzo, attraverso controlli volumetrici (controllo radiografico oppure ultrasonoro). Le prove distruttive, al contrario, prevedono la distruzione della giunzione e necessitano quindi la realizzazione di appositi campioni di prova. Lo scopo è principalmente quello di valutare le caratteristiche meccaniche (prove di trazione, di piega e di resilienza) oppure metallurgiche (macrografie o micrografie) del giunto. Applicazioni della saldatura Le principali applicazioni riguardano la costruzione di strutture di carpenteria, più o meno complesse, e la realizzazione di recipienti in pressione (caldareria). Le applicazioni in cui sono presenti giunzioni saldate sono estremamente diversificate: si spazia dall’ambito dei trasporti (veicoli terrestri, marittimi ed aerei) a quello delle strutture (ponti, capannoni, ecc.) fino ad arrivare alla componentistica. La grande varietà di processi e tecniche utilizzabili rende la saldatura una tecnologia applicabile sia in fabbrica, molto spesso utilizzando degli impianti fissi, sia in cantiere, dove si sfrutta la facilità di movimentazione delle apparecchiature, caratteristica tipica di alcuni dei processi ad arco elettrico.
Tra le domande che più spesso sentiamo ci sono: "Quale amperaggio devo impostare per lo spessore che dovrò saldare in TIG?" oppure "Come scegliere il diametro di elettrodo in tungsteno devo utilizzare?" Senza farti perdere tempo in inutili introduzioni a tutto quello che riguarda la saldatura TIG ecc. ecc., passiamo subito alla pratica. La distinzione da fare è se stiamo saldando in corrente continua (DC) o alternata (AC) Corrente continua (DC) Impiego su: acciaio comune al carbonio (comunemente chiamato "ferro"), acciaio inox, rame e le sue leghe, argento, titanio e le sue leghe. Spessore pezzi (mm) Corrente (A) Applicazioni tipiche 0,4 5-15 Accessori per cucina 0,6 10-30 Filtri in lamiera forata 0,8 20-40 Tubi di piccolo spessore 1,0 30-60 Piccoli serbatoi, carter, grondaie 1,5 40-80 Industria alimentare 2,0 70-100 Industria chimica 3,0 80-120 Serbatoi di medie dimensioni 4,0 100-150 Recipienti a pressione, prima passata tubi lembi retti 5,0 150-260 Carpenteria metallica oltre 250-300 Carrozze ferroviarie, componenti navali
La seguente è la tabella indicante il diametro dell'elettrodo in tungsteno da utilizzare a seconda della corrente scelta: Diametro elettrodo (mm) Corrente continua (A) 1,0 10-75 1,6 40-120 2,0 100-200 2,4 170-250 3,2 225-330 4,0 300-480
Corrente Alternata (AC) Impiego su: alluminio e le sue leghe, magnesio, ottoni e bronzi di fusione Spessore pezzi (mm) Corrente (A) Applicazioni tipiche 1,0 15-35 Costruzioni navali 1,5 30-60 Carrozzerie auto 2,0 40-70 Rotabili ferroviari 3,0 60-100 Silos 4,0 90-130 Serbatoi 5,0 120-170 Settore aeronautico oltre oltre 170 Applicazioni militari
La seguente è la tabella indicante il diametro dell'elettrodo in tungsteno da utilizzare a seconda della corrente scelta: Diametro elettrodo (mm) Corrente alternata (A) 1,0 20-30 1,6 30-60 2,0 40-80 2,4 60-100 3,2 90-150 4,0 150-200
Se invece avessi bisogno di un consiglio su quale colore di elettrodo in tungsteno scegliere, ti consigliamo di leggere l'articolo che troverai a questo link Basi della saldatura TIG • Da sapere sulla saldatura TIG • Scelta del materiale d'apporto • Impostazione della quantità di gas di protezione • Pulizia della superficie del pezzo • Accensione dell’arco • Guida della torcia TIG • Posizione di saldatura • Parametri di saldatura • Saldatura con impulsi di corrente • Attrezzatura necessaria Da sapere sulla saldatura TIG La saldatura TIG è un processo di saldatura di impiego universale, per quanto riguarda i materiali da trattare, gli spessori delle pareti e le posizioni di saldatura. Permette infatti di realizzare delle giunzioni di saldatura di massima qualità. La saldatura TIG – secondo la norma DIN 1910 – parte 4 la denominazione completa di questo processo è saldatura a gas inerte con tungsteno – proviene dagli USA, dove divenne nota nel 1936 con il nome saldatura Argonarc. Il processo venne introdotto in Germania solo dopo la Seconda Guerra Mondiale. Nei paesi di lingua inglese il processo si chiama TIG, dalla parola "tungsteno". Rispetto ad altri processo di saldatura, la saldatura TIG è caratterizzata da tutta una serie di interessanti vantaggi. Ad es. è di impiego universale.
1. Bacchetta di apporto 2. Torcia 3. Elettrodo di tungsteno 4. arco 5. Gas di protezione 6. Bagno di fusione 7. Materiale di base
Se un materiale metallico è adatto alla saldatura per fusione, allora può essere giuntato con questo processo. Si tratta di processo molto "pulito", che non genera quasi spruzzi e crea solo poche sostanze dannose; se applicato correttamente garantisce inoltre una giunzione di saldatura di alta qualità. Un particolare vantaggio della saldatura TIG rispetto ad altri processi che lavorano con la fusione dell'elettrodo è che in questo caso l'apporto di materiale d'apporto e il valore della corrente non sono accoppiati. Il saldatore può quindi impostare la corrente in modo ottimale per il lavoro di saldatura, apportando comunque il materiale d'apporto nella quantità al momento necessaria. Questo rende il processo particolarmente adatto alla saldatura di passate alla radice e alla saldatura in posizioni difficili. I vantaggi elencati hanno fatto sì che il processo TIG venga oggi impiegato con successo in molti settori dell'industria e dell'artigianato. In caso di applicazione manuale il processo richiede però al saldatore una mano abile e una buona formazione. La presente guida intende chiarire le particolarità del processo e magari risvegliare l'interesse di quelle aziende che ancora non lo utilizzano, pur occupandosi di lavori di saldatura idonei.
Scelta del materiale d'apporto Nella saldatura TIG, il materiale d'apporto si presenta per lo più in forma di bacchette; nell'impiego interamente meccanizzato del processo viene invece apportato sotto forma di filo tramite un dispositivo separato. Di norma i materiali di apporto vengono scelti della stessa tipologia del materiale base. A volte, però, è necessario, per motivi metallurgici, che nel caso di alcuni elementi di lega il materiale d'apporto differisca un pochino dal materiale base. Questo ad esempio nel caso in cui sia presente un contenuto di carbonio, che viene mantenuto il più basso possibile per prevenire la formazione di cricche. In questi casi si parla di materiali d'apporto di tipologia analoga. Ci sono però alcuni casi che rendono necessario l'impiego di materiali di apporto di tipologia diversa. È il caso, ad esempio, della giunzione di acciai C di difficile saldatura, dove vengono utilizzati materiali di apporto austenitici oppure persino leghe a base nichel. Il diametro del materiale d'apporto deve essere adatto al lavoro di saldatura. Si orienta in base allo spessore del materiale e quindi anche in base al diametro dell'elettrodo di tungsteno. Le bacchette di apporto sono di norma lunghe 1000 mm. Vengono fornite a fasci e dovrebbero essere contrassegnate singolarmente con il contrassegno DIN o la denominazione commerciale, al fine di evitare scambi accidentali.
Impostazione della quantità di gas di protezione La quantità di gas di protezione viene impostata come volume di flusso in l/min. Il valore dipende dalla dimensione del bagno di fusione e quindi anche dal diametro dell'elettrodo, dal diametro dell'ugello guidagas, dalla distanza tra l'ugello e la superficie del materiale base, dal flusso d'aria circostante, nonché dal tipo di gas di protezione - vedere paragrafo sui gas di protezione. Una semplice regola empirica dice utilizzando l'argon come gas di protezione unitamente a elettrodi di tungsteno dei diametri più comunemente utilizzati (da 1 a 4 mm) debbano venire apportati da 5 a 10 litri di gas di protezione ogni minuto. La misurazione della portata può avvenire indirettamente mediante manometri che misurano la pressione proporzionale alla portata presso un venturimetro integrato. In questo caso, la scala del manometro è tarata direttamente in l/min. Sono però più precisi gli strumenti che eseguono la misurazione, mediante tubicino in vetro e galleggiante, direttamente nel flusso di gas di protezione che scorre verso la torcia.
Pulizia della superficie del pezzo
Per un buon risultato di saldatura è importante pulire accuratamente, prima di iniziare la saldatura, le facce del giunto e la superficie del pezzo da lavorare attorno all'area di saldatura. Le superfici dovrebbero risultare di metallo lucido ed essere prive di grasso, sporco, ruggine o colori. Dovrebbero, se possibile, essere rimossi anche gli strati di scorie. In molti casi basta una spazzolata. Quando questa non è sufficiente, la superficie dovrà essere trattata con levigatura o con altro processo di lavorazione meccanico. In caso di materiali resistenti alla corrosione devono essere utilizzate esclusivamente spazzole in acciaio inossidabile, poiché altrimenti potrebbe venirsi a creare della ruggine dovuta a particelle di ferro esterne, che verrebbe poi inglobata nella superficie. Per via della formazione di pori, nel caso dell'alluminio è particolarmente importante che sulla superficie non rimangano spesse pellicole di ossido. Per la pulizia e lo sgrassaggio devono essere utilizzati solventi idonei. Attenzione: In caso di utilizzo di solvente contenenti cloro possono venirsi a creare vapori tossici.
Accensione dell’arco L'arco non dovrebbe mai venire acceso al di fuori del giunto sul materiale base, bensì sempre in modo che il punto di accensione venga poi immediatamente fuso con la saldatura. All'inizio della saldatura il materiale base, riscaldato ad alta temperatura, si raffredda molto rapidamente presso il punto di fusione, a causa delle masse fredde posteriori che sottraggono calore. La conseguenza di questo rapido raffreddamento possono essere pori e indurimenti, eventualmente già connessi a cricche. Il raffreddamento rapido può essere evitato se l'accensione avviene direttamente all'inizio del cordone di saldatura, fondendo immediatamente le eventuali irregolarità che dovessero venirsi a creare. L'accensione a contatto dovrebbe essere un'eccezione, da utilizzare se il generatore di saldatura di vecchio stampo utilizzato non dispone di un ausilio per accensione (accensione a impulsi ad alta tensione). In questo caso l'accensione avviene su una piastrina di rame inserita nel giunto nella vicinanza dell'inizio del cordone di saldatura. Da lì l'arco viene quindi portato fino all'inizio del cordone previsto e la saldatura può avere inizio. In caso di accensione a contatto direttamente sul materiale base, è possibile che nel materiale di saldatura penetri del tungsteno, che per via dell'alto punto di fusione non viene fuso e che sarà poi riconoscibile nell'esposizione alle radiazioni come punto più chiaro, per via del maggiore assorbimento dei raggi X del tungsteno. Guida della torcia TIG Nella saldatura TIG, il materiale d'apporto si presenta per lo più in forma di bacchette; nell'impiego interamente meccanizzato del processo viene invece apportato sotto forma di filo tramite un dispositivo separato. Di norma i materiali di apporto vengono scelti della stessa tipologia del materiale base. A volte, però, è necessario, per motivi metallurgici, che nel caso di alcuni elementi di lega il materiale d'apporto differisca un pochino dal materiale base. Questo ad esempio nel caso in cui sia presente un contenuto di carbonio, che viene mantenuto il più basso possibile per prevenire la formazione di cricche. In questi casi si parla di materiali d'apporto di tipologia analoga. Ci sono però alcuni casi che rendono necessario l'impiego di materiali di apporto di tipologia diversa. È il caso, ad esempio, della giunzione di acciai C di difficile saldatura, dove vengono utilizzati materiali di apporto austenitici oppure persino leghe a base nichel. Il diametro del materiale d'apporto deve essere adatto al lavoro di saldatura. Si orienta in base allo spessore del materiale e quindi anche in base al diametro dell'elettrodo di tungsteno. Le bacchette di apporto sono di norma lunghe 1000 mm. Vengono fornite a fasci e dovrebbero essere contrassegnate singolarmente con il contrassegno DIN o la denominazione commerciale, al fine di evitare scambi accidentali.
Posizione di saldatura Secondo ISO 6947 le posizioni di saldatura vengono definite PA – PG. Se guardate applicate su un tubo, queste sono disposte a partire dall'alto (PA) in senso orario in ordine alfabetico. La posizione PA è quella che in Germania veniva precedentemente chiamata posizione orizzontale o posizione vasca. Seguono le posizioni di saldatura di testa PC (orizzontale su parete verticale) e PE (sopra la testa dell'operatore) nonché e posizioni di saldature d'angolo PB (orizzontale) e PD (orizzontale/sopra la testa dell'operatore). Nella saldatura di lamiere PF indica una saldatura verticale ascendente, mentre PG indica la saldatura verticale discendente. Se applicate al tubo, però, sotto queste sigle sono riassunte più posizioni. La posizione PF sussiste quando il tubo viene saldato partendo dalla posizione sopra la testa, senza rotazione, in senso ascendente da entrambi i lati; nella posizione PG questo vale per la saldatura dall'alto verso il basso (saldatura verticale discendente). La saldatura TIG è possibile in tutte le posizioni. I dati di saldatura devono essere regolati in base alla posizione, come avviene anche per altri processi di saldatura. Parametri di saldatura Il limite inferiore di applicabilità del processo TIG è, per l'acciaio, pari a circa 0,3 mm, per l'alluminio e il rame pari a 0,5 mm. Per quanto riguarda i limiti superiori, questi sono, se il caso, solo limiti economici. La velocità di fusione del processo non è molto elevata. Spesso vengono quindi saldate col processo TIG solo le passate alla radice, mentre le altre passate vengono eseguite con altri processi (E, MAG) che hanno una velocità maggiore. Nella scelta dei parametri di saldatura occorre rammentare che sul generatore di saldatura viene impostato solo il valore della corrente, mentre la tensione dell'arco risulta dalla lunghezza dell'arco che mantiene il saldatore. La tensione diventa maggiore tanto più aumenta la lunghezza dell'arco. Il valore di riferimento per un valore della corrente sufficiente per la saldatura dell'acciaio con una passata unica in corrente continua (polo negativo) è pari a 45 ampere per ogni mm di spessore della parete. Per la saldatura di alluminio in corrente alternata sono necessari 40 ampere/mm.
Saldatura con impulsi di corrente Nella saldatura con corrente a impulsi, il valore della corrente e la tensione passano costantemente da un valore di base più basso a un valore di impulso più alto, commutando allo stesso ritmo della frequenza degli impulsi. Sotto l'effetto della più elevata corrente a impulsi si genera la penetrazione nel materiale base e si forma così un bagno di fusione puntiforme. Questo inizia a indurirsi, a partire dai margini, sotto l'influsso della successiva corrente di base, di valore inferiore, fino a che il successivo impulso di corrente lo fonde nuovamente e lo ingrandisce. Nel frattempo, però, l'arco è però già passato oltre alla velocità di saldatura, cosicché il cordone di saldatura, nella saldatura TIG a impulsi, risulta formato da numerosi punti di saldatura sovrapposti. La dimensione del bagno di fusione è in media inferiore a quella della saldatura con corrente continua, cosa che lo rende più gestibile in posizioni difficili. Nonostante questo è comunque garantita una penetrazione sufficiente. L'effetto appena descritto si verifica però solamente se nel bagno di fusione è presente una sufficiente differenza di temperatura tra fase di base e fase di impulso. Questa condizione si verifica solo con frequenze di impulso inferiori a circa 5 Hz. Uno svantaggio consiste nella necessità di ridurre spesso la velocità di saldatura durante la saldatura a impulsi. Inoltre il saldatore percepisce gli impulsi nel range di frequenza inferiore come fastidioso sfarfallio dell'arco. Per questo motivo, questa variante della saldatura TIG viene impiegata più raramente nella saldatura manuale, dove il saldatore ha altre possibilità per influire sulla gestione del bagno di fusione, e più frequentemente nella saldatura TIG meccanizzata. Comportamento dei metalli: che cos’è la HAZ o zona termicamente alterata La maggior parte delle tecniche di taglio della lamiera si basano sulla fusione del materiale. La parte di acciaio modificata dal calore che si trova tra la zona fusa e il limite del metallo base è chiamata zona termicamente alterata, o HAZ (Heat-Affected Zone). Spesso la si riconosce per una serie di fasce colorate, visibili anche nelle saldature. Il colore è dovuto all’ossidazione superficiale, e ci indica approssimativamente la temperatura raggiunta dalla lamiera: Colore Temperatura giallo chiaro 290 °C giallo paglierino 340 °C giallo intenso 370 °C marrone 390 °C marrone violaceo 420 °C viola scuro 450 °C blu 540 °C blu scuro 600 °C Questa tabella rappresenta la colorazione da ossidazione che si forma sull’acciaio inossidabile tipo 1.4301 (AISI 304) se riscaldato in aria libera. Questi colori, detti anche heat tint, dipendono da quattro fattori: • il contenuto di cromo nell’acciaio: questo metallo aumenta la resistenza del materiale all’ossidazione, quindi anche la colorazione sarà meno accentuata o rallentata; • il livello di ossigeno: nella saldatura, l’uso di gas di protezione e il rivestimento dell’elettrodo possono ridurre la colorazione perché proteggono in parte il metallo dall’ossidazione; • una maggiore rugosità della superficie aumenta la velocità di ossidazione e rende i colori più intensi; • la presenza di sostanze come vernice, olio, ossido, e perfino le impronte digitali possono alterare la colorazione superficiale, ma non influenzano l’estensione della zona di influenza termica. In alcuni casi, l’area modificata termicamente può non causare questi aloni, oppure estendersi ben oltre la zona colorata. La zona modificata può invece causare uno scolorimento della lamiera, e non una colorazione. Da cosa dipende? Dal punto di vista del materiale, il fattore più importante è il coefficiente di diffusività termica. La diffusività dipende dalla conducibilità termica, dalla densità del materiale, e dal suo calore specifico. Più la diffusività termica è alta, più velocemente si propaga non il calore, ma le variazioni di calore. In altre parole, più la diffusività è alta, più il raffreddamento è veloce e la HAZ è ridotta. Al contrario, coefficienti più bassi significano che il calore non riesce ad essere dissipato e la zona di influenza termica è più estesa. L’acciaio inossidabile 304A, ad esempio, ha una diffusività termica di 4,2 mm²/s, molto inferiore all’acciaio da costruzione (11,72 mm²/s). Dal punto di vista del processo produttivo, l’estensione della HAZ dipende da tre fattori: la quantità di calore applicato, la durata dell’esposizione, e l’area interessata. Fornendo grandi quantità di energia, per lungo tempo, e con fasci più ampi si generano zone di influenza termica più ampie. Questo spiega perché, a prescindere dal materiale, ogni tecnica di taglio provochi un diverso effetto: • La cesoiatura ed il taglio ad acqua, in particolare, non provocano HAZ perché non surriscaldano la lamiera; • Il taglio laser, applicando il calore in un’area molto ristretta, genera la zona di influenza termica minore tra i sistemi di taglio termico; • Il taglio al plasma genera una HAZ intermedia, perché il suo fascio è più ampio. Un amperaggio più alto permette una velocità di taglio superiore, riducendo il tempo di applicazione del calore e quindi l’ampiezza della zona interessata; • L’ossitaglio invece, a causa dell’intenso calore, della bassa velocità e dell’ampiezza del getto, causa la zona di influenza più estesa tra tutti i sistemi. Cosa comporta la HAZ? Il calore del processo di taglio o di saldatura, e il rapido raffreddamento che segue, provocano dei cambiamenti sia a livello chimico che metallurgico. • L’ossidazione è il cambiamento più evidente e istantaneo, e come abbiamo visto è anche responsabile delle fasce colorate. • Si può anche verificare una leggera nitrurazione della superficie, che aumenta la durezza del metallo e ne diminuisce la saldabilità. • Un altro fenomeno molto diffuso è la corrosione derivante dalla sensibilizzazione dell’acciaio inossidabile. Il calore fa reagire il carbonio con il cromo, generando carburi che precipitano ai bordi dei grani. In queste zone il contenuto di cromo scende sotto il 10,5%, e l’acciaio non sarà più inossidabile. Si genera così la famosa corrosione intergranulare. Nei casi estremi, il metallo diventerà di colore nero. • Le alte temperature possono provocare anche l’infragilimento da idrogeno. Il gas si infiltra all’interno del metallo ed esercita una forte pressione intergranulare, indebolendolo. Se l’idrogeno non viene rimosso per tempo, si possono verificare cricche spontanee anche 24 ore dopo il riscaldamento. • Dal punto di vista metallurgico, il calore applicato genera una tempra localizzata. In determinate circostanze, l’acciaio inossidabile austenitico può diventare martensitico, aumentando la propria durezza e al contempo la propria fragilità. In altri casi, il metallo riscaldato può subire un indebolimento. Come gestire la HAZ? Come abbiamo visto, la zona di influenza termica altera molto le caratteristiche del metallo dichiarate dal laminatoio. Nell’ambito della pressopiegatura, la HAZ rende difficile gestire l’angolo di piega perché diventa impossibile prevedere come si comporterà il metallo dopo il taglio. Uno dei fenomeni toccati è il ritorno elastico. Per riuscire ad ottenere un angolo preciso al variare dello springback, è utile avere un sistema di controllo dell’angolo. Ce ne sono di due tipi: a misurazione laser o per contatto. I primi sono abbastanza diffusi ma sono ingombranti e con hanno dei grossi limiti con le flange ridotte, le contropieghe, le superfici molto irregolari o molto lucide. I sistemi per contatto GPS4, sono più precisi e non hanno problemi di contropieghe o flange ma hanno un’escursione angolare leggermente inferiore. L’altro problema sorge con la bombatura. I pezzi tagliati saranno di volta in volta diversi, e solleciteranno la macchina in modo imprevedibile. Per questo è importante affidarsi ad una macchina con un controllo della bombatura in tempo reale ACSG, in grado di compensare la deformazione e di ottenere angoli regolari lungo tutta la lunghezza del profilo. Le fasce colorate provocate dall’ossidazione possono essere rimosse con carta vetrata fine o con una mola a disco. Così si scopre lo stato sottostante e si attiva l’autopassivazione del cromo, ma si rischia di indebolire e di assottigliare il metallo. Per quanto riguarda l’intera estensione della zona termicamente alterata, invece, l’unica soluzione è rimuovere con lavorazioni successive tutta la parte di metallo interessata, al prezzo di un alto spreco di materiale e di tempo. Zona termicamente alterata In saldatura è quella regione di materiale base che ha risentito dell’elevata temperatura raggiunta durante il processo di saldatura sotto forma di variazioni di microstruttura e di proprietà me-La maggior parte delle tecniche di taglio della lamiera si basano sulla fusione del materiale. La parte di acciaio modificata dal calore che si trova tra la zona fusa e il limite del metallo base è chiamata zona termicamente alterata, o HAZ (Heat-Affected Zone).ccaniche.
“Una trave posta in orizzontale appoggiata agli estremi avente sezione qualsiasi flette al centro. Se la campata é troppo elevata rispetto al momento statico di sezione, si ha che la trave flette tanto fino a collassare. Se alla suddetta trave viene fissata una seconda trave, o tirante, o corda molla, tramite dei traversini, si ottiene che la trave principale flette verso il basso con fibre superiori in compressione e fibre inferiori in trazione. La corda molla reagisce alla flessione della trave principale trazionandosi.
É noto che le travi molto snelle resistono molto a trazione e pochissimo a compressione perché cedono sotto il loro carico.
Quindi la corda molla é un tirante e come tale migliora la risposta di irrigidimento della struttura principale. Se vuoi annullare o ridurre la curvatura devi tensionare.contraffissi Asta che, in alcuni tipi di capriata, è posta al disotto e a contrasto del corrente superiore, con la funzione di ridurre la lunghezza d’inflessione.
L'uso di "controfreccia" o "monta" è abastanza usata per travi di luce rilevante.
Di capriate metalliche ne ho fatte pochissime, per questa tipologia di costruzione, non ho mai usato l'accorgimento della monta, per 2 motivi:
1) Ma quanto è lunga questa capriata? Fino a 7-8 metri di campata mi sembra una lavorazione ingiustifcata
2) Per lunghezze maggiori, esistono tipologie di capriate che prevedono l'uso di elemento catena non rettilineto. Vedi tipologia "a" e "b" da te postato. Senza piegare il profilo. Infatti tieni presente che la calandratura costa, e si rischia di compromettere il materiale. Io la farei se proprio costretto.
La tipoliga A e B risolvono il problema con una saldatura nelle giunzioni senza piegare il profilo. Travi armat
el magutt
Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
Designazioni processi Tipo di rivestimento per 111 111 Elettrodo rivestito A Acido 114 Filo animato senza gas B Basico 131 Filo pieno gas inerte C Cellulosico 135 Filo pieno gas attivo R Rutilo 136 Filo animato con gas attivo RA Rutilacido 137 Filo animato con gas inerte RB Rutilbasico 141 TIG RC Rutilcellulosico 15 Plasma RR Rutile grosso spessore 311 Ossiacentilenica P Lamiera Tipo di filo/scoria per 136 T Tubi M Riempimento metallico BW Testa – testa B Basica FW Angolo R Rutilica-scoria lenta BC Branchetti P Rutilia-scoria rapida V Fluoruro-Basica Gruppi Acciai CR ISO 15608 W Fluoruro-Basica lenta 1.1 Y Fluoruro-Basica veloce 1.2 Z Altri tipi 1.3 Norm.grano fine R(eH) > 360 N/mm² 1.4 Res. Corrosione atmosf. (CORTEN) Per saldatura d'angolo FW 2 sl Indicare se a passata singola 3 ml Indicare se a passata multipla 4 5 Per branchetto (BC) 6 Indicare l'angolo d'inclinazione 7 Inox ferritici/martensitici 8 Inox austenitici Per giunti BW e BC 9.1 ss nb da un solo lato senza sostegno 9.2 ss mb da un solo lato con sostegno 9.3 bs da entrambi i lati 10 Austeno-ferritici (duplex) 11 Posizione di saldatura PA Testa-testa/angolo piano Tipo di bacchetta per 141 PB Angolo piano-frontale S Bacchetta piena PC Testa-testa in frontale M Bacchetta rivestita PD Angolo sopratesta PE Testa-testa in sopratesta Applicabili per 141-15-311 PF Testa-testa/angolo in verticale ascendente nm senza mat. d'apporto PG Testa-testa/angoloin verticale discendente H-L045 Tubo testa-testa asse inclinato 45° ascendente Per processo 131 J-L045 Tubo testa-testa asse inclinato 45° discendente
Pe r processo 131 J-L045 Tubo testa-testa asse inclinato 45° discendente R Indicare se verso destra L Indicare se verso sinistra
Cosa rende la saldatura MIG-MAG così speciale? La saldatura MIG-MAG o saldatura con metallo d’apporto sotto protezione di gas si suddivide in saldatura con protezione di gas inerte (MIG) e saldatura con protezione di gas attivo (MAG).
L'alta velocità della saldatura, le rilavorazioni necessarie minime e la bassa distorsione rendono i processi di saldatura MIG-MAG estremamente economici. Una speciale resistenza del cordone di saldatura, le eccellenti proprietà nella saldatura delle lamiere sottili e la gestione semplice e sicura con acciaio, alluminio e acciaio inox consentono di considerare la saldatura MIG-MAG applicabile a livello universale.
Grazie a questi enormi vantaggi, la saldatura MIG-MAG rappresenta attualmente il processo di saldatura più utilizzato.
Come funziona la saldatura MIG–MAG? Con la saldatura MIG-MAG, l'arco elettrico esegue la fusione tra il filo di saldatura (= elettrodo), alimentato in modo automatico e il pezzo in lavorazione.
L'ugello eroga un gas aggiunto a parte, proteggendo l'arco elettrico e la zona di saldatura dall'ossigeno presente nell'ambiente. In questo modo si previene l'ossidazione nel bagno di fusione e del filo di saldatura. Tuttavia, è richiesto un adattamento del gas di protezione e del filo di saldatura al materiale base.
el magutt
Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
Titolo: Re: Saldatura appunti da manuale Sab Dic 24, 2022 7:40 pm
La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene usato per la protezione del bagno di saldatura), indicate entrambe nella terminologia AWS come GMAW (Gas Metal Arc Welding - Saldatura ad arco con metallo sotto protezione di gas), è un procedimento di saldatura sviluppato dopo la seconda guerra mondiale che ha assunto un peso, in termini di prodotto saldato per anno, sempre crescente. Uno dei principali motivi che hanno permesso questo sviluppo è stata la riduzione dei costi dei prodotti di elettronica, per cui sono state sviluppate macchine per saldatura semiautomatiche a costi accessibili anche per ditte di dimensioni medio-piccole (il costo, nel 2006, di una macchina MIG/MAG nuova per lavorazione ad alta produttività era poco meno di 10000 EUR). Linee generali del procedimento GMAW Circuit.svg Il procedimento di saldatura MIG/MAG è un procedimento a filo continuo in cui la protezione del bagno di saldatura è assicurata da un gas di copertura, che fluisce dalla torcia sul pezzo da saldare. Il fatto che sia un procedimento a filo continuo garantisce un'elevata produttività al procedimento stesso, e contemporaneamente la presenza di gas permette di operare senza scoria (entrambe queste caratteristiche aumentano l'economicità del procedimento nei confronti della saldatura a elettrodo). D'altra parte una postazione per saldatura MIG/MAG è necessariamente composta dai seguenti componenti (vedi figura a fianco):
Torcia con duplice funzione: far scoccare l'arco fra il filo ed il pezzo e portare il gas di protezione sul bagno di saldatura Massa Generatore di corrente d'arco (nelle macchine moderne il controllo della caratteristica d'arco è effettuato elettronicamente) Meccanismo di avanzamento e controllo del filo Aspo avvolgifilo Bombola del gas di protezione La presenza di tutti questi componenti, naturalmente, aumenta notevolmente il prezzo di una macchina per saldatura MIG/MAG nei confronti di una macchina per saldatura a elettrodo (che, praticamente, è poco più di un generatore di tensione con caratteristica cadente).
Aspo portafilo Inoltre con i fili continui è possibile avere densità di corrente più elevate di quelle sopportabili dagli elettrodi rivestiti (in questi ultimi una densità di corrente eccessiva provoca la fessurazione del rivestimento, a causa dei coefficienti di dilatazione diversi fra anima metallica e rivestimento stesso), quindi è possibile ottenere penetrazioni maggiori, cioè riempimento del giunto con un numero minore di passate.
La saldatura MIG/MAG, come tutti i procedimenti a filo continuo, è un procedimento derivato dall'arco sommerso, ma, nei confronti quest'ultimo, ha il vantaggio che l'operatore può tenere l'arco sotto osservazione diretta, quindi può controllare l'esecuzione della saldatura come nei procedimenti a elettrodo (elettrodo rivestito e TIG), altri vantaggi nei confronti dell'arco sommerso sono la mancata formazione di scoria e la possibilità di saldare anche in posizioni non piane.
La torcia per saldatura MIG cut-away.svg A fianco è riportato lo spaccato di una torcia per saldatura MIG/MAG. Nello spaccato è possibile individuare le parti principali che compongono la torcia:
Impugnatura Isolante (in bianco) e inserto filettato per la guida del filo (in giallo) Ugello per il gas di protezione Pattino di contatto fra alimentazione elettrica e filo (guidafilo) Bocchello di alimentazione del gas di protezione In alcuni casi la torcia ha un circuito di refrigerazione alimentato con acqua.
I gas di protezione Il gas di protezione ha la funzione di impedire il contatto del bagno di fusione con l'atmosfera, quindi deve essere portato sul bagno di fusione direttamente dalla torcia. Inizialmente il procedimento prevedeva solo l'uso di Argon (gas inerte), quindi veniva usato solo per la saldatura di acciai inossidabili austenitici, dato il costo elevato del gas di protezione. Successivamente si vide che l'aggiunta di un gas ossidante (inizialmente Ossigeno e, successivamente, Anidride carbonica) non solo permetteva una protezione analoga, ma aveva effetti favorevoli sul trasferimento di metallo dal filo al bagno di fusione, quindi si diffuse la tecnica MAG, che utilizza un gas attivo per la protezione ed il procedimento fu esteso anche alla saldatura di acciai al carbonio.
I gas di protezione inerti più utilizzati sono Ar ed He, entrambi sono gas monoatomici inerti, ma, mentre l'Ar è più pesante dell'aria, quindi stagna sul bagno di fusione, garantendo una maggiore protezione, l'He è più leggero dell'aria, quindi fornisce una protezione minore, tuttavia, avendo una conduttività termica circa 10 volte quella dell'Ar, permette una penetrazione della saldatura maggiore. Per questo motivo l'utilizzo di He è limitato a giunti di elevato spessore o a materiali aventi elevata conducibilità termica (Cu o Al).
Invece i gas attivi sono generalmente miscele di Ar e CO2, con l'anidride carbonica che, in casi estremi, sostituisce l'Ar (comunque raramente viene usata in percentuale superiore al 25%). La presenza di CO2 aumenta la stabilità di posizionamento dell'arco su materiali ferromagnetici (acciai al carbonio o bassolegati). Inoltre la presenza di gas attivo permette una maggiore penetrazione del giunto. D'altra parte la presenza di CO2 provoca un aumento della corrente necessaria per avere un trasferimento di metallo a spruzzo fra il filo ed il bagno, aumenta gli schizzi (spatter) e diminuisce la stabilità elettrica dell'arco. Quindi per poter usare gas attivi con trasferimento a spruzzo, generalmente si utilizza una corrente pulsata, cioè una corrente che presenta picchi di intensità di durata e frequenza prestabilite, per avere un'immissione di energia continua, ma con il distacco della goccia metallica solo durante la fase ad alta intensità di corrente.
Il trasferimento di metallo dal filo al bagno Il metallo del filo, fondendo, si trasferisce al bagno di saldatura praticamente con tre modalità:
trasferimento per corto circuito trasferimento a gocce trasferimento a spruzzo
Corrente e tensione d'arco nel corso del trasferimento del metallo per corto circuito Nel primo caso la corrente che percorre il filo non è abbastanza alta da portarlo alla temperatura di fusione, quindi il filo viene a contatto con il bagno, provocando un corto circuito fra i due metalli che, facendo aumentare la corrente, fonde l'estremità del filo, cioè il metallo non viene trasferito attraverso l'arco. In genere la frequenza con cui avvengono i cortocircuiti è mantenuta fra 20 e 200 per secondo. In questo modo vengono generate una serie di piccole "pozzanghere" che solidificano velocemente, data la temperatura relativamente bassa. Quindi questa modalità di trasferimento è particolarmente adatta a saldature su piccoli spessori, saldature in posizione (verticale o sopratesta) o per chiudere aperture formate in seguito a lavorazioni o riparazioni. In genere si evita di usare questa forma di trasferimento, dato che provoca livelli molto alti di spatter.
Nel secondo caso il filo fonde in gocce con diametro superiore a quello dell'elettrodo, che vengono trasferite nel bagno essenzialmente per effetto della forza di gravità, quindi questo metodo di trasferimento può essere usato solo in posizione piana. Con questo metodo di trasferimento si deve avere un arco abbastanza lungo per permettere alla goccia di cadere nel bagno senza provocare cortocircuiti, che, disintegrandola, provocherebbero spruzzi sul metallo adiacente.
Trasferimento di gocce di metallo in funzione della corrente (questo diagramma varia con metallo d'apporto, diametro del filo e gas di protezione) Nell'ultimo caso il filo fonde formando un gran numero di gocce di piccole dimensioni, con correnti più alte di quelle richieste per il trasferimento a gocce. In questo modo si ottiene un trasferimento in un arco molto stabile, praticamente privo di spatter. La corrente sopra la quale avviene questo tipo di trasferimento è indicata come corrente di transizione a spruzzo, sopra questa corrente la velocità di trasferimento passa da poche gocce per secondo a 200-300 gocce per secondo. Dato che le dimensioni delle gocce sono molto più piccole di quelle generate nel trasferimento a gocce, la forza di gravità è inferiore alle forze elettriche provocate dall'arco, quindi questa modalità può essere usata (con difficoltà) anche in posizioni diverse da quella orizzontale. Questa modalità di trasferimento, richiedendo correnti elevate, e quindi un elevato apporto termico, non è consigliabile quando vengono saldati piccoli spessori.
Per superare le difficoltà collegate all'elevato apporto termico che caratterizza il trasferimento a spruzzo le macchine per saldare MIG/MAG sono state modificate in modo da lavorare con corrente pulsata. In pratica la macchina genera per una certa percentuale (generalmente il 70%, ma può essere aumentata o ridotta a seconda delle circostanze) del periodo (fissato sulla macchina) una corrente inferiore alla corrente di transizione a spruzzo. In questa fase il filo si scalda, ma non produce gocce che vengono trasferite, e contemporaneamente viene mantenuto l'arco che scalda il bagno di saldatura. Dopo la pausa, la corrente viene innalzata (generalmente a gradino) ad un valore superiore a quello della corrente di transizione, quindi per un certo tempo (qualche ms) trasferisce il filo nel bagno in modalità a spruzzo. Nelle macchine di saldatura più moderne è possibile modificare la forma d'onda (per esempio, gestendo la riduzione di corrente dopo il trasferimento a spruzzo). Questo modo di impiego della macchina per saldare ha notevolmente ridotto la difficoltà di saldare con questa tecnologia, ed il basso costo dei componenti elettronici ha permesso di contenere entro limiti accettabili il costo delle macchine stesse.
Applicazioni della saldatura MIG/MAG La saldatura MIG/MAG viene utilizzata quando è richiesta un'alta produttività ed una sufficiente flessibilità di impiego. Con questa tecnologia è possibile saldare acciai sia austenitici sia ferritici, leghe di metalli leggeri (Al e Mg), leghe di rame, leghe di nickel e leghe di titanio. Poiché la protezione del bagno di saldatura è assicurata da un flusso di gas, questo procedimento è consigliato solo in officina, dato che, in cantiere, basta un vento moderato a disperdere il flusso di gas di protezione, con conseguente riduzione della qualità del giunto saldato. In alcuni casi all'esterno si può operare facendo delle cupole protettive circoscritte alla zona da saldare. Questa tecnologia può essere usata senza difficoltà per produrre imburrature (deposizione di uno o più strati fuori diluizione di materiale su un materiale diverso) o per riparazioni soprattutto su grossi spessori quando c'è il rischio di strappi lamellari.
Difetti tipici della saldatura MIG/MAG Le cricche a freddo generalmente sono poco probabili con questa tecnologia, purché si abbia l'accortezza di usare gas ben deumidificati[1] per evitare di introdurre idrogeno nel bagno di saldatura. Invece questa tecnologia è soggetta a cricche a caldo, dato che normalmente viene utilizzata con un notevole apporto termico, quindi è richiesta la massima pulizia dei lembi da saldare e l'utilizzo di materiali base privi di elementi inquinanti (S e P).
I difetti geometrici più comuni sono la penetrazione eccessiva o gli intagli marginali (undercut), entrambi sempre legati all'elevato
apporto termico o, se l'apporto termico è troppo basso, il difetto opposto, cioè la mancanza di fusione ai lembi o al cuore del cordone (quando la saldatura è ripresa al rovescio). In condizioni di portata del gas di protezione troppo bassa è facile la formazione di porosità.
Saldatura TIG
La saldatura TIG (Tungsten Inert Gas) o GTAW (Gas Tungsten Arc Welding), secondo la terminologia AWS, è un procedimento di saldatura ad arco con elettrodo infusibile (di tungsteno), sotto protezione di gas inerte, che può essere eseguito con o senza metallo di apporto. La saldatura TIG è uno dei metodi più diffusi, fornisce giunti di elevata qualità, ma richiede operatori altamente specializzati. Questa tecnologia di saldatura fu sviluppata inizialmente per l'industria aeronautica nel corso della seconda guerra mondiale per sostituire sugli aerei i rivetti con saldature[1](molto più leggere a parità di resistenza).
Linee generali del procedimento Il procedimento si basa su una torcia in cui è inserito l'elettrodo in tungsteno, attorno a cui fluisce il gas di protezione che, attraverso un bocchello di materiale ceramico, è portato sul bagno di fusione. L'operatore muove la torcia lungo il giunto per spostare il bagno di fusione, posizionando l'elettrodo infusibile di tungsteno a una distanza massima di qualche millimetro e mantenendo stabile tale distanza. Si deve assolutamente evitare che l'elettrodo entri in contatto diretto con il pezzo da saldare, altrimenti la bacchetta di tungsteno si "attacca" al giunto e si interrompe la saldatura. Nel caso che sia richiesto materiale d'apporto, contemporaneamente si sposta la bacchetta del materiale in modo tale da tenerla costantemente con l'estremità entro l'arco e comunque sotto la protezione del gas. L'attrezzatura per effettuare una saldatura TIG, quindi, è composta da:
Generatore di corrente (Welding machine) Torcia composta da: Elettrodo di tungsteno (Tungsten electrode) Bocchello di alimentazione del gas di protezione (Gas passage) Guaina isolante (Insulating sheath) Cavo elettrico (Electrical conductor) Supporto elettrodo (Electrode holder) Bombola del gas di protezione (Inert gas supply) Eventuale bacchetta di metallo d'apporto Esiste anche la saldatura TAG, poco utilizzata dalle industrie per il suo costo molto alto.
Uno dei principali vantaggi di questa tecnologia è che l'apporto di materiale nel bagno di saldatura è indipendente dall'apporto termico nella saldatura, a differenza di quanto accade nelle saldature a filo o a elettrodo consumabile. Questo procedimento può essere automatizzato: sotto questo aspetto è largamente usato per la produzione di tubi saldati partendo da nastro metallico e per la saldatura dei tubi alle piastre tubiere degli scambiatori di calore.
Il procedimento TIG è particolarmente indicato quando devono essere saldati piccoli spessori di materiale, a partire da pochi decimi di millimetro, tuttavia non è possibile saldare spessori superiori a qualche millimetro (2~3 mm per gli acciai) con una singola passata (perciò, in generale, non si usa per saldare spessori superiori a 5~6 mm). Quindi, considerando la bassa produttività, spesso viene usato per effettuare la prima passata di un giunto, mentre il riempimento viene effettuato successivamente con procedimenti a produttività più elevata. Date le sue caratteristiche, il procedimento può essere utilizzato in qualsiasi posizione e può essere usato per saldature continue o per saldature a punti. Non è consigliabile l'uso di questo procedimento in luoghi aperti, dato che anche un vento leggero può disperdere il gas di protezione.
La saldatura TIG è impiegata anche in ambito iperbarico, per la realizzazione di saldature subacquee con l'ausilio di apposite camere/bolle di saldatura riempite di miscele gassose a base di elio.
Postazione per saldatura TIG. vedi nel testo il significato delle scritte Gli elettrodi Gli elettrodi, dovendo essere di un materiale capace di resistere alle temperature dell'arco elettrico, sono, ormai da molti anni, solo in tungsteno o sue leghe. Ai primordi di questa tecnologia (anni quaranta) venivano usati anche elettrodi di grafite. Il tungsteno, oltre ad avere caratteristiche termiche e meccaniche migliori, è preferito per il suo elevato potere termoelettrico (capacità di emettere elettroni ad elevata temperatura), che stabilizza l'arco. Al contempo, però, il tungsteno è molto fragile e una caduta accidentale dalla mano dell'operatore può provocare una rottura dell'elettrodo in due o più pezzi. Per aumentare il potere termoelettrico del W, talvolta gli elettrodi sono legati con piccole percentuali (1-2%, alcuni 4%) di ossido di Th (elettrodi toriati), o, per ridurre i rischi dovuti alla radioattività del torio, con ossidi di terre rare (La, Ce, Y, Zr).
Gli elettrodi possono essere trovati in commercio in diversi diametri da 0,25 a 6,4 mm. In genere sono utilizzati in corrente continua (cc), polarità diretta (pd), cioè con il polo positivo sul pezzo. L'uso della polarità inversa (pi), cioè con il polo negativo sul pezzo, è utilizzato per la saldatura di metalli leggeri (Al e Mg) o quando è importante la stabilità dell'arco. Tuttavia, dato che la ccpi fornisce meno energia al bagno, quindi richiede correnti d'arco più elevate, spesso è preferibile sostituirla con la saldatura in corrente alternata (ca), che può essere simmetrica o dissimmetrica.
L'elettrodo, prima di essere utilizzato in ccpd, deve essere affilato perché la punta assuma una forma conica, con un'altezza del cono circa 1,5 volte il diametro: in questo modo si aumenta la sua capacità di emettere elettroni e si indirizza più facilmente questi ultimi sul punto che si vuole saldare, quindi si ottiene un buon riscaldamento del bagno anche con correnti relativamente basse. Invece in ccpi si deve tendere a far assumere all'elettrodo una forma piatta (e, naturalmente, per questi usi si evita di usare elettrodi toriati), proprio per limitare l'emissione di elettroni, che richiederebbero una maggiore tensione a parità di corrente d'arco.
I gas di protezione Generalmente il gas di protezione viene immesso su entrambe le facce del giunto (naturalmente se questo è accessibile su entrambi i lati), mentre sulla faccia dove si trova il bagno (al dritto) il gas è portato direttamente dalla torcia, sull'altra faccia (al rovescio) viene insufflato in condizioni controllate, in modo da assicurare una protezione dall'ossidazione anche alla radice della saldatura.
I gas usati più comunemente sono Ar o He, usati separatamente o in miscele. In alcune applicazioni speciali vengono usate miscele di Ar con H[2]. In genere si preferisce Ar puro alle altre soluzioni, per i seguenti vantaggi:
favorisce la stabilità dell'arco; pulizia della superficie su metalli leggeri (Al e Mg); costo relativamente basso; richiede portate più basse per fornire la stessa schermatura; penetrazione ridotta (particolarmente utile in saldatura manuale su bassi spessori). L'elio viene utilizzato per la saldatura di lamiere di forte spessore (maggiore conducibilità termica, quindi maggiore penetrazione), viene usato in miscela con l'argon per bilanciare le caratteristiche dei due gas.
L'uso di idrogeno in miscela con l'argon è limitato agli acciai austenitici ed alle leghe a base di Nichel, a causa dei danni metallurgici che potrebbe portare agli acciai ferritici (cricche a freddo). Il limite pratico di concentrazione dell'idrogeno nell'argon è di circa l'8%, anche se sono state usate miscele con 1/3 idrogeno e 2/3 argon. La presenza di idrogeno nel gas di protezione aumenta l'energia trasferita dall'arco nel materiale da saldare, inoltre l'idrogeno agisce come materiale riducente, inibendo la formazione di ossidi e quindi lasciando superfici di saldatura molto pulite. Per questi motivi viene usato (quasi esclusivamente in saldatura automatica) per saldatura di tubi per impianti chimici o nucleari o di tubi a piastre tubiere.
Le portate di gas di protezione devono essere stabilite dal tecnico di saldatura, basandosi soprattutto sulla propria esperienza e su prove finalizzate al particolare lavoro ed alla particolare geometria.
Difetti tipici della saldatura TIG Difetto tipico di questa tecnologia, e non riportabile ad altre tecnologie, sono le inclusioni di tungsteno. L'arco deve sempre scoccare fra l'elettrodo di W ed il bagno, ma può succedere che, per un motivo qualsiasi, l'elettrodo venga a contatto con il bagno. In questo caso l'elettrodo può frammentarsi, rilasciando nel bagno delle schegge di W (Ø < 1 mm). Queste schegge hanno, di solito, una forma prismatica, con bordi fortemente angolati: ciò significa che sono inneschi per rotture fragili nella struttura del materiale saldato. Per evitare questi difetti è necessario un accurato addestramento dell'operatore.
Un difetto relativamente frequente nelle saldature TIG è la mancanza di protezione che può essere sia al dritto sia al rovescio. La mancanza di protezione si manifesta come fioriture, cioè con spot circolari ossidati sul materiale. Questi difetti possono essere evitati effettuando prove appropriate prima di effettuare la saldatura.
Altri difetti riscontrabili in queste saldature sono porosità, mancanze di fusione o cricche: tali difetti devono essere evitati effettuando accurate prove di qualifica del procedimento.
el magutt
Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
Titolo: Re: Saldatura appunti da manuale Sab Dic 24, 2022 7:43 pm
Le regole basi sono poche: ottenere un buon grado di penetrazione del bagno di fusione, limitare la zona termicamente alterata tra i pezzi uniti con la saldatura e sempre utilizzare un filo che abbia un carico di rottura pari o superiore a quello del metallo in questione. Tutte assieme, ma non necessariamente in questo stesso ordine di importanza. Sinergico e pulsato sono sono due modalità diverse di saldatura Mig/mag. una non è migliore dell'altra, ma si applicano a campi di utilizzo diversi e, dal punto di vista pratico, nel senso del risultato ottenuto, sono indifferenti. Se vuoi scendere nello specifico, devi propormi un esempio ben preciso ( su acciaio dolce perchè Al non lo conosco) e ti dirò come saldarlo. Serve sapere: materiale ( S235, S275, S355 o altri tipi di acciaio dolce), spessori e tipo di giunto (angolo, testa a testa o altro).
S'intende TIG STRISCIO quel tipo di contatto che si genera strofinando, o comunemente parlando, strisciando leggermente la punta dell'elettrodo al tungsteno sul pezzo da saldare
È necessario procedere con cautela poiché l'elettrodo TIG potrebbe incollarsi alla superficie perdendo la punta e quindi non permettendo al saldatore la governabilità del processo saldante. Un po' di pratica e soprattutto di spirito di adattamento possono sopperire alla necessità d'acquisto di una saldatrice più complessa . Questo procedimento deve essere realizzato con una torcia con apertura del gas sull'impugnatura. Il morsetto massa è lo stesso che si usa per la funzione ad elettrodo, la bombola utilizzata può essere anche in formato usa e getta, per le prime prove o per chi ne fa un utilizzo non frequente (qualche riparazione su lamiere sottili). Anche il riduttore di pressione deve essere idoneo alla bombola da utilizzare Un ulteriore procedimento è denominato LIFT. L'elettrodo al tungsteno viene appoggiato alla superficie da saldare sollevandolo lentamente per innescare l'arco di saldatura. Il passaggio di corrente a bassa intensità permette di non rovinare l'elettrodo mentre la saldatrice incrementa progressivamente l'amperaggio fino a raggiungere il valore di saldatura impostato inizialmente. Questo procedimento non crea disturbi elettromagnetici. Il contatto dell'elettrodo col bagno di saldatura lo inquina leggermente con contaminanti di tungsteno. I contaminanti che potrebbero inserirsi nel bagno di saldatura comprometterebbero strutturalmente il risultato indebolendo l'unione delle parti saldate. Il procedimento migliore è senza dubbo quello denominato HF cioé High Frequency . L'innesco avviene senza contatto con il materiale tramite un impulso ad alta tensione a minima potenza che permette l'innesco a distanza dell'elettrodo. Questo processo, oltre a poter essere utilizzato solo con una macchina predisposta, necessita anche di una particolare torcia dotata di un pulsante per innescare l'arco e contemporaneamente aprire l'elettrovalvola del gas argon.
Nella regolazione della saldatrice per la saldatura MIG i parametri da impostare sono: 1. - La tensione della corrente di saldatura 2. - La velocità di avanzamento del filo 3. - Il gas di protezione.
Nelle saldatrici tradizionali a scatti questi parametri devono essere necessariamente impostati singolarmente dall'operatore mentre nel caso in cui si disponga di saldatrici sinergiche, ossia di ultima generazione dotate di elettronica, impostando il tipo di materiale, spessore la regolazione viene effettuata direttamente dalla macchina, aiutando anche i saldatori meno esperti nella regolazione ottimale.
Il trasferimento di materiale, ossia il filo della bobina sul materiale di base, può essere effettuato in diversi modi: Short Arc, Spray Arc, Globular o Pulsato e dipende dal rapporto tra la velocità del filo e della tensione di corrente impostata.
1. 1. Short Arc: Una tensione bassa in rapporto alla velocità e diametro del filo utilizzato, il trasferimento avviene tramite il distacco di gocce di filo lente e grandi nel bagno di saldatura. Questa tecnica è ideale per saldare materiali di basso spessore e riempire cavità. L'incoveniente è che genera una buona quantità di spruzzi di saldatura.
1. 1. Spray Arc: Una tensione alta in rapporto alla velocità e diametro del filo utilizzato, il trasferimento avviene tramite una "pioggia" di goccioline più piccole, appunto spray, del bagno di saldatura. Questa tecnica è adatta per spessori più elevati perchè genera maggior calore sui particolari saldati ed i spruzzi sono molto ridotti.
1. 1. Globular: è una situazione intermedia tra lo short arc e lo spray arc.
1. Saldatura pulsata: è un procedimento di ultima generazione che consente di controllare il distacco delle gocce sul bagno di saldatura in maniera controllata. Si può cosi controllare anche il calore apportato sul metallo base e quasi azzerare gli spruzzi di saldatura. Grazie all'elettronica della saldatrice la corrente viene modulata consentendo di ottenere ottimi risultati anche su spessori sottili.
Il gas di protezione per la saldatura MIG Per la saldatura MIG è imprescindibile l'uso del gas che ha la funzione di proteggere il bagno di saldatura dall'ossigeno nell'aria. In mancanza di questo non è possibile eseguire la saldatura. La quantità di gas necessaria generalmente va da 10 a 15 lit/min ma dipende da diversi fattori come: la posizione di saldatura, dal diametro dell'ugello utilizzato, dalla dimensione del cordone di saldatura da eseguire, se si lavora al chiuso o all'aperto.
Il riduttore di pressione per saldatura da utilizzare è quello per Argon/Co2 a 2 manometri o con flussimetro a colonnina. La quantità di gas in uscita generalmente è da regolare da un minimo di 10lit/min a 15lit/min. Questo valore varia a seconda della posizione di saldatura, della dimensione del cordone di saldatura, dal tipo di ugello utilizzato, se si eseguono saldature all'aperto o al chiuso.
Per la saldatura degli acciai in passato si faceva un grande uso di Co2 ma negli ultimi decenni vengono utilizzate miscele di Argon e Co2 o anche, per utilizzi più particolari, di gas ternari come Argon, Co2 ed Ossigeno. In generale si preferisce l'uso di miscele al solo Co2 perchè nel bagno di saldatura il livello di ossigeno è la metà, compreso tra 350 e 450 ppm, riducendo le inclusioni ossidiche generando strutture della ferrite ad aghi fini aumentando il valore della resilienza. Esistono comunque miscele che aiutano il processo di saldatura e riducono gli spruzzi, ma vanno valutate in base alle esigenze specifiche.
Nel caso in cui si debba saldare l'acciaio inossidabile occorre utilizzare in generale gas Argon 98% e Co2 2%, mentre nel caso di saldatura dell'alluminio Argon Puro occorre utilizzare riduttori di pressione per Argon/Co2 a 2 manometri o a colonnina da collegare alla saldatrice.
Si raccomanda l'uso del gas tester per verificare che all'ugello della torcia fuoriesca la quantità di gas corretta. Uno strumento economico e di facilissimo utilizzo che può aiutare molto nella regolazione.
In rapporto alle modalità di trasferimento del metallo nell’arco si distinguono tre condizioni di saldatura MIG/MAG: Quando l’elettrodo tocca il bagno, l’arco non è più presente. 1 La tensione superficiale del bagno attira il metallo fuso che passa dal filo al bagno. 2 La “Pinch force” attorno al filo schiaccia l’estremità fusa del filo stesso. 3 Tensione superficiale e “Pinch force” assieme permettono la separazione della parte fusa dalla parte solida del filo. 4 A questo punto l’arco riinnesca. Il processo si ripete dalle 20 alle 200 volte al secondo. La frequenza della “Pinch force” è controllata dall’induttanza del generatore.
• Metodo di trasferimento: Globulare
Questo tipo di trasferimento si instaura quando la corrente impostata è di poco superiore al campo di regolazione in short arc. Il metallo viene trasferito attraverso l’arco in forma di grosse gocce di forma irregolare. Ogni goccia cresce fino al punto di cadere nel bagno. Per limitare la formazione di spruzzi è necessario utilizzare alte percentuali di gas inerti.
• Metodo di trasferimento: Spray Arc
Questo tipo di trasferimento si instaura quando le impostazioni di tensione e corrente superano il campo di regolazione in globular arc. Nel trasferimento “spray arc” avviene una fusione continua sotto forma di gocce finissime a spruzzo. Il trasferimento “Spray arc” è possibile solo se si utilizzano alte percentuali di Argon come gas di protezione (> 80%).
Ogni filo ha la sua caratteristica: Valori rilevati con “stick out” di 15 mm per “short arc” e 20 mm per “spay arc”.
Visita il nostro sito saldatrice.shop
Informazioni generali Il nuovo termine generico conforme alla normativa ISO 857-1 per tutti i processi di saldatura ad arco, in cui viene fuso un filo di saldatura in gas di protezione, è la saldatura ad arco con elettrodo di metallo in gas di protezione (Processo n. 13). In Europa il termine generico usato in precedenza era saldatura ad arco con gas di protezione. La normativa ISO spiega il processo basandosi sulla traduzione inglese: saldatura ad arco con elettrodo di metallo che impiega un filo di saldatura, in cui l’arco ed il bagno di saldatura vengono protetti dall’atmosfera grazie ad una protezione di gas fornita da una fonte esterna. In base al tipo di gas di protezione utilizzato si può parlare di saldatura con elettrodo di metallo in gas inerte (MIG), processo n. 131, se viene impiegato un gas inerte e di saldatura con elettrodo di metallo in gas attivo (MAG), processo n. 135, se viene utilizzato un gas attivo. Nella normativa ISO 857-1 vengono enumerate ulteriori varianti: saldatura con filo animato in gas attivo (processo n. 136), saldatura con filo animato in gas inerte (processo n. 137), saldatura MIG/Plasma (processo n. 151) e saldatura elettrica con gas (processo n. 73). Caratteristica della saldatura MIG/MAG è che il filo di saldatura, alimentato da una delle bobine tramite un motore di alimentazione, viene alimentato con corrente mediante l’ugello porta corrente appena prima dell’uscita dalla torcia, in modo tale che l’arco possa innescarsi tra l’estremità del filo di saldatura ed il pezzo da lavorare. Il gas di protezione fuoriesce dal rispettivo ugello che circonda in modo concentrico il filo di saldatura. In tal modo il materiale di saldatura viene protetto dalla possibile penetrazione di gas atmosferici come ossigeno, idrogeno e azoto. Il gas di protezione possiede oltre alla funzione protettiva anche altre funzioni. Poiché esso determina la composizione dell’atmosfera dell’arco, ne influenza anche la conduttività elettrica e di conseguenza le caratteristiche di saldatura. Inoltre il gas di protezione influenza la composizione chimica del materiale di saldatura attraverso i processi di fusione e possiede dunque anche un effetto metallurgico.
Tipo di corrente Ad eccezione di alcuni nuovi casi, la saldatura MIG/MAG viene effettuata con corrente continua, dove il polo positivo della fonte di corrente si trova sull’elettrodo ed il polo negativo sul pezzo da lavorare. Con alcuni fili animati è possibile saldare talvolta anche con la polarità opposta. Recentemente è stata impiegata per casi molto speciali, ad esempio per la saldatura MIG di lamiere di alluminio estremamente sottili, anche la corrente alternata.
Suggerimenti per una corretta saldatura MIG/MAG Il saldatore MIG o MAG necessita di una buona formazione, non solo per la saldatura pratica, ma anche per quanto concerne le peculiarità teoriche del procedimento. Ciò è particolarmente importante per evitare di commettere errori.
Accensione dell’arco Dopo aver azionato l’interruttore della torcia, il filo di saldatura si mette in movimento con la velocità impostata in precedenza. Contemporaneamente il filo di saldatura viene messo sotto corrente mediante il relè a corrente e il gas di protezione inizia a fluire. Al contatto con la superficie del materiale si verifica un cortocircuito. A causa dell’elevata intensità della corrente sulla punta dell’elettrodo, il materiale inizia ad evaporare in corrispondenza del punto di contatto e l’arco si accende. Con velocità di avanzamento del filo elevate, l’arco ancora debole potrebbe essere nuovamente interrotto a causa del materiale del filo alimentato, consentendone l’accensione definitiva solo dopo il secondo o terzo tentativo. Dunque è opportuno effettuare l’accensione con una velocità di avanzamento ridotta e solo quando l’arco è stabile aumentare la velocità di avanzamento del filo. I moderni impianti MIG/MAG consentono di impostare una cosiddetta "velocità di avvicinamento del filo". L’accensione non deve mai avvenire all’esterno del giunto e solo nei punti che vengono fusi immediatamente di seguito. Con punti di accensione non ricoperti dalla saldatura potrebbe verificarsi la formazione di cricche, a causa dell’elevata velocità di raffreddamento di tali punti riscaldati in maniera limitata.
Posizionamento della torcia
La torcia viene inclinata nella direzione di saldatura di circa 10° - 20° e può essere posizionata a rovescio o diritta. La torcia deve trovarsi ad una distanza tale dal pezzo da lavorare, che l’estremità libera del filo, ossia la distanza tra l’angolo inferiore dell’ugello porta corrente e il punto iniziale dell’arco, sia pari a circa 10 - 12 x diametro del filo [mm]. Se la torcia è eccessivamente inclinata, sussiste il pericolo che l’aria venga aspirata nella guaina di gas di protezione. Solitamente per la saldatura con fili pieni la torcia viene posizionata diritta, mentre quando si utilizzano fili animati che producono scorie si predilige il posizionamento a rovescio. La torcia viene normalmente posizionata leggermente a rovescio anche nella posizione PG. La saldatura con cordone verticale discendente (pos. PG) viene impiegata principalmente per lamiere più sottili. Con le lamiere più spesse sussiste il pericolo che si verifichino errori di fusione a causa del materiale di saldatura che precede la torcia. Gli errori di saldatura dovuti a materiale di saldatura che precede la torcia possono verificarsi anche in altre posizioni, nel caso la saldatura venga eseguita con velocità di saldatura troppo ridotte. Dunque è necessario evitare il più possibile di compiere ampie oscillazioni, ad eccezione della posizione PF. La forma standard di un movimento oscillatorio è il triangolo aperto.
Termine della saldatura Al termine del cordone l’arco non deve essere spento improvvisamente e la torcia non deve essere allontanata dal cratere finale. Soprattutto con le lamiere più spesse, dove all’interno di grandi cordoni possono formarsi crateri finali, si consiglia di estrarre lentamente l’arco dal bagno o, se l’impianto utilizzato lo consente, di impostare un programma di riempimento del cratere finale. Nella maggior parte degli impianti è possibile impostare anche un tempo specifico del postflusso del gas di protezione, in modo che il materiale di saldatura fuso rimasto possa solidificarsi sotto la guaina formata dal gas di protezione. Questo procedimento è efficace solo se anche la torcia viene tenuta per alcuni secondi sull’estremità del cordone.
Parametri di saldatura Il limite inferiore per il possibile utilizzo del procedimento per i giunti saldati di testa con l’acciaio non legato è di circa 0,7 mm, con l’acciaio inossidabile è di 1 mm e con i materiali di alluminio è pari a circa 2 mm. I punti di giunzione e le lamiere sottili vengono saldati principalmente con short arc (arco corto) o con il livello inferiore di potenza del pulsed arc (arco pulsato). Per le passate di riempimento e quelle finali e le saldature di rinforzo su lamiere più spesse viene impostato uno spray arc (arco a spruzzo) o un long arc (arco lungo) con una potenza più elevata. Questi lavori di saldatura possono essere eseguiti senza spruzzi anche con il pulsed arc. Il saldatore può leggere i valori della corrente e della tensione che ritiene necessari sugli strumenti di misurazione per lo più integrati negli impianti. Con la saldatura a impulsi gli strumenti di visualizzazione indicano il valore aritmetico medio dei valori della corrente e della tensione dell’arco risultante dalla fase a impulsi e dalla fase base alla frequenza dell’impulso impostata. Dunque le tabelle possono anche ricoprire la funzione dei valori di riferimento per la saldatura MIG/MAG pulsato. Se non sono installati apparecchi di misurazione, è possibile effettuare i rilevamenti con apparecchi di misurazione esterni oppure il saldatore deve fare riferimento alla velocità di avanzamento del filo riportata nelle tabelle. La lunghezza corretta dell’arco deve essere impostata in funzione di ciò che il saldatore vede e sente.
1 – Introduzione generale La saldatura è una giunzione che consente di unire parti solide in maniera permanente, realizzando la continuità del materiale. Nella saldatura si fa uso , normalmente, di un metallo di apporto che viene distribuito allo stato fuso tra i lembi del materiale base. Normalmente, insieme al materiale di apporto fonde anche il materiale base; in questo caso siamo in presenza di una saldatura autogena per fusione. Nel caso il materiale base non fonda ma venga solo riscaldato, si ha la saldobrasatura. Saldabilità : un materiale viene definito “ saldabile “ quando si presta a realizzare delle strutture con una certa continuità metallica. La saldabilità è , dunque , una proprietà condizionata dalle caratteristiche finali che il giunto saldato deve avere. All’ interno di ogni giunto saldato si può distinguere una zona fusa ZF ed una zona termicamente alterata; quest’ ultima è veramente importante , in quanto in sua prossimità si verificano o si possono verificare gravi difetti , quali cricche a caldo, cricche a freddo e strappi lamellari. Per tenere sotto controllo la ZTA degli acciai debolmente legati , è fondamentale la prova di resilienza che serve a valutare la continuità metallica del giunto saldato. Quando si esegue una saldatura autogena per fusione con una sorgente termica concentrata , si fonde il materiale base ed il materiale di apporto; ogni punto del giunto saldato subisce , dunque , un ciclo di riscaldamento e successivo raffreddamento. Fondamentale per il controllo di una saldatura è il calcolo del fattore “ Q “ noto come “ apporto termico specifico “ Q=(I x V x 60) / v ( J/cm ) Dove I = corrente in Ampères V=tensione in Volts v = velocità di saldatura in cm/min Sulla severità del ciclo termico , oltre al fattore Q , altrettanto influenti sono lo spessore dei pezzi e la temperatura di preriscaldo ( da 50°C a 300 °C ) , effettuato in alcuni casi
La saldatura e la brasatura sono procedimenti mediante i quali si realizza un’unione permanente, ottenendo la continuità dei materiali che vengono uniti. Saldatura vs Brasatura Per effettuare una saldatura, viene provocata la fusione localizzata dei lembi dei pezzi da giuntare, con o senza l’aggiunta di materiale d’apporto. Si parla di brasatura e di saldobrasatura quando il materiale base non viene fuso ma solo riscaldato e il processo di unione dei materiali viene realizzato per fusione del solo materiale d’apporto, avente temperatura di fusione inferiore a quella del materiale base. Cosa si può saldare? Un materiale si considera saldabile, con un procedimento e per un dato tipo di applicazione, quando si presta alla realizzazione di una struttura in cui sia assicurata la continuità e che presenti caratteristiche che soddisfino i requisiti di qualità richiesti. Fattori da tenere in considerazione per la saldatura Materiali Il processo di saldatura coinvolge uno o più tipi di materiali, che assolvono principalmente a due ruoli: • Materiale base, è il materiale che costituisce i pezzi da saldare; può essere lo stesso per entrambi i pezzi (saldatura omogenea), o diverso (eterogenea). I materiali metallici che vengono più tradizionalmente uniti sono l’acciaio, le leghe d’Alluminio, le leghe di Nichel e le leghe di Titanio. I soli materiali polimerici che possono essere saldati sono quelli termoplastici. • Materiale d’apporto, è il materiale che viene introdotto sotto forma di bacchette, fili o nastri e depositato allo stato fuso tra i lembi da unire. I materiali d’apporto sono sempre particolarmente puri, quindi le impurezze all’interno della zona fusa di un giunto provengono generalmente dal materiale base. Non per tutti i procedimenti ne è richiesto l’utilizzo. Parametri La gestione dei vari processi di saldatura e brasatura si basa sulla scelta di parametri specifici per ogni tipologia di processo. A livello generale, nella maggior parte dei processi è possibile individuare principalmente due parametri caratteristici: • potenza specifica, che rappresenta la potenza termica erogata per unità di superficie di materiale base, misurata in W/cm2; • velocità di saldatura, che rappresenta la velocità della sorgente termica, misurata in cm/min. Pericoli per l’operatore La saldatura e la brasatura sono operazioni che possono compromettere la salute degli operatori, che quindi si devono dotare di opportuni dispositivi di sicurezza. Tutti i processi, essendo legati alla fusione del materiale, prevedono la presenza di calore e temperature locali molto elevate, che necessitano l’utilizzo di indumenti (giacche, grembiuli, guanti e berretti) resistenti al calore. La maggior parte dei processi utilizza l’energia elettrica, come fonte di energia termica, fatto che implica la presenza di campi magnetici e correnti elettriche di elevata intensità. Alcuni processi hanno ulteriori rischi specifici: ad esempio, la saldatura ad arco emette radiazioni elettromagnetiche (UV, IR e visibili) che possono essere molto nocive per l’occhio umano. Gli operatori devono pertanto indossare una maschera oscurata, che agisce da filtro per la radiazione. Altri rischi nelle operazioni di saldatura e brasatura riguardano lo sviluppo di polveri, fumi e vapori metallici, motivo per il quale è obbligatorio l’impiego di un opportuno sistema di ventilazione in prossimità della zona dove si esegue la giunzione. Tipologie di saldatura I processi di saldatura costituiscono un universo piuttosto ampio e diversificato, che nel tempo si è adattato allo sviluppo dei materiali e delle tecnologie produttive. A livello macroscopico, possiamo dire che i processi che sono stati maggiormente sviluppati in ambito industriale appartengono al gruppo della saldatura per fusione. Tali processi utilizzano calore, generato in vari modi, per fondere il materiale base. I processi più comunemente utilizzati si possono classificare nei seguenti sotto gruppi: Ad arco elettrico. La saldatura ad arco si riferisce ad un gruppo di processi che sfrutta l’arco elettrico generato tra due elettrodi. L’arco può essere ottenuto utilizzando: 1. un elettrodo fusibile 2. un elettrodo refrattario, ossia non fusibile Nel primo caso l’elettrodo, fondendo, fornisce il metallo d’apporto; quando, invece, si utilizzano elettrodi non fusibili alla temperatura dell’arco, il materiale d’apporto (se necessario) viene fornito a parte, utilizzando delle bacchette o del filo. Elemento fondamentale per ottenere un arco elettrico è la corrente. È possibile alimentare l’arco sia con corrente continua (CC) sia con corrente alternata (CA); la scelta dipende dal tipo di processo adottato e dal materiale che si vuole saldare. Le principali tipologie di saldatura ad arco elettrico sono: • manuale ad elettrodo rivestito (MMA) • ad arco sommerso (SAW) • a filo continuo sotto protezione gassosa (MIG/MAG) • sotto protezione gassosa e con elettrodo infusibile (TIG) A resistenza. Si tratta di un procedimento di giunzione senza metallo d’apporto, nel quale il calore necessario per portare a fusione i lembi da saldare è fornito dalla resistenza opposta al passaggio di una corrente elettrica attraverso la zona da unire. Ossiacetilenica. La saldatura ossiacetilenica è un procedimento che utilizza, come sorgente di calore, la fiamma risultante dalla combustione dell’acetilene (C2H2) con l’ossigeno (O2). Ad energia concentrata Appartengono a questo gruppo i procedimenti che utilizzano fasci di energia che riescono a concentrare sul pezzo potenze molto elevate, variabili da alcune migliaia a vari milioni di watt per millimetro quadrato di superficie. Fanno parte di questo sotto-gruppo le saldature: • Laser (LBW) • a fascio elettrico (EBW) • al plasma (PAW). Scopri i vantaggi delle miscele performanti
SCARICA LA GUIDA Tecnologie per saldare
Utensili PFERD per la tecnologia robotica 22 ottobre 2021
Isole intelligenti e collaborative per saldare, sbavare… e non... 20 ottobre 2021
Mapal, utensili in PCD per componenti aerospaziali sofisticati 25 settembre 2021
Come valutare la qualità di assemblaggi in lamiera? 23 febbraio 2021
Focus saldatura: preventivi e tecnologie 25 novembre 2020 Tecniche di saldatura Il processo di saldatura può essere manuale, semiautomatico, automatico o robotizzato, a seconda dell’apparecchiatura e del modo di esecuzione. Manuale Nel processo manuale, il saldatore regola manualmente l’apparecchiatura e movimenta l’elettrodo o la sorgente di calore (saldatura ad elettrodo rivestito e ossiacetilenica); nel processo automatico, viceversa, un dispositivo provvede ad alimentare l’elettrodo oppure la sorgente generatrice del fascio, a mantenerlo a distanza opportuna dal pezzo e a spostarlo lungo la linea di saldatura (saldatura ad arco sommerso, ad arco elettrico sotto protezione gassosa MIG/MAG e TIG, ad energia concentrata). Semiautomatica Il processo semiautomatico costituisce una via di mezzo tra i due precedenti: un dispositivo provvede ad alimentare il filo elettrodo o ad erogare la corrente mantenendo costanti gli altri parametri, mentre l’operatore ha il compito di spostare l’elettrodo lungo la linea di saldatura (processi ad arco elettrico sotto protezione gassosa MIG/MAG e TIG). Robotizzata Se l’operazione è eseguita mediante l’utilizzo di un robot industriale o un manipolatore programmabile, si definisce saldatura robotizzata. Viene impiegata prevalentemente per la saldatura ad arco elettrico sotto protezione gassosa MIG/MAG e TIG e per la saldatura Laser, ma anche negli impianti di assemblaggio finale delle automobili per l’unione a resistenza delle carrozzerie. I controlli di qualità Per verificare la qualità dei giunti saldati, esistono diverse metodologie. Nel corso degli anni, sono state sviluppate delle procedure standardizzate che prevedono l’impiego di Controlli Non Distruttivi (CND) e prove distruttive. Il primo metodo per il controllo di un giunto è senz’altro l’ispezione visiva, mediante la quale è possibile verificare la conformità alle specifiche geometriche del progetto, le distorsioni e l’eventuale presenza di difetti evidenti quali cricche, porosità, fusioni incomplete e altri difetti visibili. Altri metodi di ispezione non invasivi per il giunto, che può quindi cominciare o continuare ad essere esercito, sono i Controlli Non Distruttivi. Tali controlli possono evidenziare difetti affioranti in superficie o presenti appena sotto la superficie, attraverso controlli superficiali (Liquidi Penetranti oppure Controllo Magnetoscopico), oppure difetti interni al pezzo, attraverso controlli volumetrici (controllo radiografico oppure ultrasonoro). Le prove distruttive, al contrario, prevedono la distruzione della giunzione e necessitano quindi la realizzazione di appositi campioni di prova. Lo scopo è principalmente quello di valutare le caratteristiche meccaniche (prove di trazione, di piega e di resilienza) oppure metallurgiche (macrografie o micrografie) del giunto. Applicazioni della saldatura Le principali applicazioni riguardano la costruzione di strutture di carpenteria, più o meno complesse, e la realizzazione di recipienti in pressione (caldareria). Le applicazioni in cui sono presenti giunzioni saldate sono estremamente diversificate: si spazia dall’ambito dei trasporti (veicoli terrestri, marittimi ed aerei) a quello delle strutture (ponti, capannoni, ecc.) fino ad arrivare alla componentistica. La grande varietà di processi e tecniche utilizzabili rende la saldatura una tecnologia applicabile sia in fabbrica, molto spesso utilizzando degli impianti fissi, sia in cantiere, dove si sfrutta la facilità di movimentazione delle apparecchiature, caratteristica tipica di alcuni dei processi ad arco elettrico.
Tra le domande che più spesso sentiamo ci sono: "Quale amperaggio devo impostare per lo spessore che dovrò saldare in TIG?" oppure "Come scegliere il diametro di elettrodo in tungsteno devo utilizzare?" Senza farti perdere tempo in inutili introduzioni a tutto quello che riguarda la saldatura TIG ecc. ecc., passiamo subito alla pratica. La distinzione da fare è se stiamo saldando in corrente continua (DC) o alternata (AC) Corrente continua (DC) Impiego su: acciaio comune al carbonio (comunemente chiamato "ferro"), acciaio inox, rame e le sue leghe, argento, titanio e le sue leghe. Spessore pezzi (mm) Corrente (A) Applicazioni tipiche 0,4 5-15 Accessori per cucina 0,6 10-30 Filtri in lamiera forata 0,8 20-40 Tubi di piccolo spessore 1,0 30-60 Piccoli serbatoi, carter, grondaie 1,5 40-80 Industria alimentare 2,0 70-100 Industria chimica 3,0 80-120 Serbatoi di medie dimensioni 4,0 100-150 Recipienti a pressione, prima passata tubi lembi retti 5,0 150-260 Carpenteria metallica oltre 250-300 Carrozze ferroviarie, componenti navali
La seguente è la tabella indicante il diametro dell'elettrodo in tungsteno da utilizzare a seconda della corrente scelta: Diametro elettrodo (mm) Corrente continua (A) 1,0 10-75 1,6 40-120 2,0 100-200 2,4 170-250 3,2 225-330 4,0 300-480
Corrente Alternata (AC) Impiego su: alluminio e le sue leghe, magnesio, ottoni e bronzi di fusione Spessore pezzi (mm) Corrente (A) Applicazioni tipiche 1,0 15-35 Costruzioni navali 1,5 30-60 Carrozzerie auto 2,0 40-70 Rotabili ferroviari 3,0 60-100 Silos 4,0 90-130 Serbatoi 5,0 120-170 Settore aeronautico oltre oltre 170 Applicazioni militari
La seguente è la tabella indicante il diametro dell'elettrodo in tungsteno da utilizzare a seconda della corrente scelta: Diametro elettrodo (mm) Corrente alternata (A) 1,0 20-30 1,6 30-60 2,0 40-80 2,4 60-100 3,2 90-150 4,0 150-200
Se invece avessi bisogno di un consiglio su quale colore di elettrodo in tungsteno scegliere, ti consigliamo di leggere l'articolo che troverai a questo link Basi della saldatura TIG • Da sapere sulla saldatura TIG • Scelta del materiale d'apporto • Impostazione della quantità di gas di protezione • Pulizia della superficie del pezzo • Accensione dell’arco • Guida della torcia TIG • Posizione di saldatura • Parametri di saldatura • Saldatura con impulsi di corrente • Attrezzatura necessaria Da sapere sulla saldatura TIG La saldatura TIG è un processo di saldatura di impiego universale, per quanto riguarda i materiali da trattare, gli spessori delle pareti e le posizioni di saldatura. Permette infatti di realizzare delle giunzioni di saldatura di massima qualità. La saldatura TIG – secondo la norma DIN 1910 – parte 4 la denominazione completa di questo processo è saldatura a gas inerte con tungsteno – proviene dagli USA, dove divenne nota nel 1936 con il nome saldatura Argonarc. Il processo venne introdotto in Germania solo dopo la Seconda Guerra Mondiale. Nei paesi di lingua inglese il processo si chiama TIG, dalla parola "tungsteno". Rispetto ad altri processo di saldatura, la saldatura TIG è caratterizzata da tutta una serie di interessanti vantaggi. Ad es. è di impiego universale.
1. Bacchetta di apporto 2. Torcia 3. Elettrodo di tungsteno 4. arco 5. Gas di protezione 6. Bagno di fusione 7. Materiale di base
Se un materiale metallico è adatto alla saldatura per fusione, allora può essere giuntato con questo processo. Si tratta di processo molto "pulito", che non genera quasi spruzzi e crea solo poche sostanze dannose; se applicato correttamente garantisce inoltre una giunzione di saldatura di alta qualità. Un particolare vantaggio della saldatura TIG rispetto ad altri processi che lavorano con la fusione dell'elettrodo è che in questo caso l'apporto di materiale d'apporto e il valore della corrente non sono accoppiati. Il saldatore può quindi impostare la corrente in modo ottimale per il lavoro di saldatura, apportando comunque il materiale d'apporto nella quantità al momento necessaria. Questo rende il processo particolarmente adatto alla saldatura di passate alla radice e alla saldatura in posizioni difficili. I vantaggi elencati hanno fatto sì che il processo TIG venga oggi impiegato con successo in molti settori dell'industria e dell'artigianato. In caso di applicazione manuale il processo richiede però al saldatore una mano abile e una buona formazione. La presente guida intende chiarire le particolarità del processo e magari risvegliare l'interesse di quelle aziende che ancora non lo utilizzano, pur occupandosi di lavori di saldatura idonei.
Scelta del materiale d'apporto Nella saldatura TIG, il materiale d'apporto si presenta per lo più in forma di bacchette; nell'impiego interamente meccanizzato del processo viene invece apportato sotto forma di filo tramite un dispositivo separato. Di norma i materiali di apporto vengono scelti della stessa tipologia del materiale base. A volte, però, è necessario, per motivi metallurgici, che nel caso di alcuni elementi di lega il materiale d'apporto differisca un pochino dal materiale base. Questo ad esempio nel caso in cui sia presente un contenuto di carbonio, che viene mantenuto il più basso possibile per prevenire la formazione di cricche. In questi casi si parla di materiali d'apporto di tipologia analoga. Ci sono però alcuni casi che rendono necessario l'impiego di materiali di apporto di tipologia diversa. È il caso, ad esempio, della giunzione di acciai C di difficile saldatura, dove vengono utilizzati materiali di apporto austenitici oppure persino leghe a base nichel. Il diametro del materiale d'apporto deve essere adatto al lavoro di saldatura. Si orienta in base allo spessore del materiale e quindi anche in base al diametro dell'elettrodo di tungsteno. Le bacchette di apporto sono di norma lunghe 1000 mm. Vengono fornite a fasci e dovrebbero essere contrassegnate singolarmente con il contrassegno DIN o la denominazione commerciale, al fine di evitare scambi accidentali.
Impostazione della quantità di gas di protezione La quantità di gas di protezione viene impostata come volume di flusso in l/min. Il valore dipende dalla dimensione del bagno di fusione e quindi anche dal diametro dell'elettrodo, dal diametro dell'ugello guidagas, dalla distanza tra l'ugello e la superficie del materiale base, dal flusso d'aria circostante, nonché dal tipo di gas di protezione - vedere paragrafo sui gas di protezione. Una semplice regola empirica dice utilizzando l'argon come gas di protezione unitamente a elettrodi di tungsteno dei diametri più comunemente utilizzati (da 1 a 4 mm) debbano venire apportati da 5 a 10 litri di gas di protezione ogni minuto. La misurazione della portata può avvenire indirettamente mediante manometri che misurano la pressione proporzionale alla portata presso un venturimetro integrato. In questo caso, la scala del manometro è tarata direttamente in l/min. Sono però più precisi gli strumenti che eseguono la misurazione, mediante tubicino in vetro e galleggiante, direttamente nel flusso di gas di protezione che scorre verso la torcia.
Pulizia della superficie del pezzo
Per un buon risultato di saldatura è importante pulire accuratamente, prima di iniziare la saldatura, le facce del giunto e la superficie del pezzo da lavorare attorno all'area di saldatura. Le superfici dovrebbero risultare di metallo lucido ed essere prive di grasso, sporco, ruggine o colori. Dovrebbero, se possibile, essere rimossi anche gli strati di scorie. In molti casi basta una spazzolata. Quando questa non è sufficiente, la superficie dovrà essere trattata con levigatura o con altro processo di lavorazione meccanico. In caso di materiali resistenti alla corrosione devono essere utilizzate esclusivamente spazzole in acciaio inossidabile, poiché altrimenti potrebbe venirsi a creare della ruggine dovuta a particelle di ferro esterne, che verrebbe poi inglobata nella superficie. Per via della formazione di pori, nel caso dell'alluminio è particolarmente importante che sulla superficie non rimangano spesse pellicole di ossido. Per la pulizia e lo sgrassaggio devono essere utilizzati solventi idonei. Attenzione: In caso di utilizzo di solvente contenenti cloro possono venirsi a creare vapori tossici.
Accensione dell’arco L'arco non dovrebbe mai venire acceso al di fuori del giunto sul materiale base, bensì sempre in modo che il punto di accensione venga poi immediatamente fuso con la saldatura. All'inizio della saldatura il materiale base, riscaldato ad alta temperatura, si raffredda molto rapidamente presso il punto di fusione, a causa delle masse fredde posteriori che sottraggono calore. La conseguenza di questo rapido raffreddamento possono essere pori e indurimenti, eventualmente già connessi a cricche. Il raffreddamento rapido può essere evitato se l'accensione avviene direttamente all'inizio del cordone di saldatura, fondendo immediatamente le eventuali irregolarità che dovessero venirsi a creare. L'accensione a contatto dovrebbe essere un'eccezione, da utilizzare se il generatore di saldatura di vecchio stampo utilizzato non dispone di un ausilio per accensione (accensione a impulsi ad alta tensione). In questo caso l'accensione avviene su una piastrina di rame inserita nel giunto nella vicinanza dell'inizio del cordone di saldatura. Da lì l'arco viene quindi portato fino all'inizio del cordone previsto e la saldatura può avere inizio. In caso di accensione a contatto direttamente sul materiale base, è possibile che nel materiale di saldatura penetri del tungsteno, che per via dell'alto punto di fusione non viene fuso e che sarà poi riconoscibile nell'esposizione alle radiazioni come punto più chiaro, per via del maggiore assorbimento dei raggi X del tungsteno. Guida della torcia TIG Nella saldatura TIG, il materiale d'apporto si presenta per lo più in forma di bacchette; nell'impiego interamente meccanizzato del processo viene invece apportato sotto forma di filo tramite un dispositivo separato. Di norma i materiali di apporto vengono scelti della stessa tipologia del materiale base. A volte, però, è necessario, per motivi metallurgici, che nel caso di alcuni elementi di lega il materiale d'apporto differisca un pochino dal materiale base. Questo ad esempio nel caso in cui sia presente un contenuto di carbonio, che viene mantenuto il più basso possibile per prevenire la formazione di cricche. In questi casi si parla di materiali d'apporto di tipologia analoga. Ci sono però alcuni casi che rendono necessario l'impiego di materiali di apporto di tipologia diversa. È il caso, ad esempio, della giunzione di acciai C di difficile saldatura, dove vengono utilizzati materiali di apporto austenitici oppure persino leghe a base nichel. Il diametro del materiale d'apporto deve essere adatto al lavoro di saldatura. Si orienta in base allo spessore del materiale e quindi anche in base al diametro dell'elettrodo di tungsteno. Le bacchette di apporto sono di norma lunghe 1000 mm. Vengono fornite a fasci e dovrebbero essere contrassegnate singolarmente con il contrassegno DIN o la denominazione commerciale, al fine di evitare scambi accidentali.
Posizione di saldatura Secondo ISO 6947 le posizioni di saldatura vengono definite PA – PG. Se guardate applicate su un tubo, queste sono disposte a partire dall'alto (PA) in senso orario in ordine alfabetico. La posizione PA è quella che in Germania veniva precedentemente chiamata posizione orizzontale o posizione vasca. Seguono le posizioni di saldatura di testa PC (orizzontale su parete verticale) e PE (sopra la testa dell'operatore) nonché e posizioni di saldature d'angolo PB (orizzontale) e PD (orizzontale/sopra la testa dell'operatore). Nella saldatura di lamiere PF indica una saldatura verticale ascendente, mentre PG indica la saldatura verticale discendente. Se applicate al tubo, però, sotto queste sigle sono riassunte più posizioni. La posizione PF sussiste quando il tubo viene saldato partendo dalla posizione sopra la testa, senza rotazione, in senso ascendente da entrambi i lati; nella posizione PG questo vale per la saldatura dall'alto verso il basso (saldatura verticale discendente). La saldatura TIG è possibile in tutte le posizioni. I dati di saldatura devono essere regolati in base alla posizione, come avviene anche per altri processi di saldatura. Parametri di saldatura Il limite inferiore di applicabilità del processo TIG è, per l'acciaio, pari a circa 0,3 mm, per l'alluminio e il rame pari a 0,5 mm. Per quanto riguarda i limiti superiori, questi sono, se il caso, solo limiti economici. La velocità di fusione del processo non è molto elevata. Spesso vengono quindi saldate col processo TIG solo le passate alla radice, mentre le altre passate vengono eseguite con altri processi (E, MAG) che hanno una velocità maggiore. Nella scelta dei parametri di saldatura occorre rammentare che sul generatore di saldatura viene impostato solo il valore della corrente, mentre la tensione dell'arco risulta dalla lunghezza dell'arco che mantiene il saldatore. La tensione diventa maggiore tanto più aumenta la lunghezza dell'arco. Il valore di riferimento per un valore della corrente sufficiente per la saldatura dell'acciaio con una passata unica in corrente continua (polo negativo) è pari a 45 ampere per ogni mm di spessore della parete. Per la saldatura di alluminio in corrente alternata sono necessari 40 ampere/mm.
Saldatura con impulsi di corrente Nella saldatura con corrente a impulsi, il valore della corrente e la tensione passano costantemente da un valore di base più basso a un valore di impulso più alto, commutando allo stesso ritmo della frequenza degli impulsi. Sotto l'effetto della più elevata corrente a impulsi si genera la penetrazione nel materiale base e si forma così un bagno di fusione puntiforme. Questo inizia a indurirsi, a partire dai margini, sotto l'influsso della successiva corrente di base, di valore inferiore, fino a che il successivo impulso di corrente lo fonde nuovamente e lo ingrandisce. Nel frattempo, però, l'arco è però già passato oltre alla velocità di saldatura, cosicché il cordone di saldatura, nella saldatura TIG a impulsi, risulta formato da numerosi punti di saldatura sovrapposti. La dimensione del bagno di fusione è in media inferiore a quella della saldatura con corrente continua, cosa che lo rende più gestibile in posizioni difficili. Nonostante questo è comunque garantita una penetrazione sufficiente. L'effetto appena descritto si verifica però solamente se nel bagno di fusione è presente una sufficiente differenza di temperatura tra fase di base e fase di impulso. Questa condizione si verifica solo con frequenze di impulso inferiori a circa 5 Hz. Uno svantaggio consiste nella necessità di ridurre spesso la velocità di saldatura durante la saldatura a impulsi. Inoltre il saldatore percepisce gli impulsi nel range di frequenza inferiore come fastidioso sfarfallio dell'arco. Per questo motivo, questa variante della saldatura TIG viene impiegata più raramente nella saldatura manuale, dove il saldatore ha altre possibilità per influire sulla gestione del bagno di fusione, e più frequentemente nella saldatura TIG meccanizzata. Comportamento dei metalli: che cos’è la HAZ o zona termicamente alterata La maggior parte delle tecniche di taglio della lamiera si basano sulla fusione del materiale. La parte di acciaio modificata dal calore che si trova tra la zona fusa e il limite del metallo base è chiamata zona termicamente alterata, o HAZ (Heat-Affected Zone). Spesso la si riconosce per una serie di fasce colorate, visibili anche nelle saldature. Il colore è dovuto all’ossidazione superficiale, e ci indica approssimativamente la temperatura raggiunta dalla lamiera: Colore Temperatura giallo chiaro 290 °C giallo paglierino 340 °C giallo intenso 370 °C marrone 390 °C marrone violaceo 420 °C viola scuro 450 °C blu 540 °C blu scuro 600 °C Questa tabella rappresenta la colorazione da ossidazione che si forma sull’acciaio inossidabile tipo 1.4301 (AISI 304) se riscaldato in aria libera. Questi colori, detti anche heat tint, dipendono da quattro fattori: • il contenuto di cromo nell’acciaio: questo metallo aumenta la resistenza del materiale all’ossidazione, quindi anche la colorazione sarà meno accentuata o rallentata; • il livello di ossigeno: nella saldatura, l’uso di gas di protezione e il rivestimento dell’elettrodo possono ridurre la colorazione perché proteggono in parte il metallo dall’ossidazione; • una maggiore rugosità della superficie aumenta la velocità di ossidazione e rende i colori più intensi; • la presenza di sostanze come vernice, olio, ossido, e perfino le impronte digitali possono alterare la colorazione superficiale, ma non influenzano l’estensione della zona di influenza termica. In alcuni casi, l’area modificata termicamente può non causare questi aloni, oppure estendersi ben oltre la zona colorata. La zona modificata può invece causare uno scolorimento della lamiera, e non una colorazione. Da cosa dipende? Dal punto di vista del materiale, il fattore più importante è il coefficiente di diffusività termica. La diffusività dipende dalla conducibilità termica, dalla densità del materiale, e dal suo calore specifico. Più la diffusività termica è alta, più velocemente si propaga non il calore, ma le variazioni di calore. In altre parole, più la diffusività è alta, più il raffreddamento è veloce e la HAZ è ridotta. Al contrario, coefficienti più bassi significano che il calore non riesce ad essere dissipato e la zona di influenza termica è più estesa. L’acciaio inossidabile 304A, ad esempio, ha una diffusività termica di 4,2 mm²/s, molto inferiore all’acciaio da costruzione (11,72 mm²/s). Dal punto di vista del processo produttivo, l’estensione della HAZ dipende da tre fattori: la quantità di calore applicato, la durata dell’esposizione, e l’area interessata. Fornendo grandi quantità di energia, per lungo tempo, e con fasci più ampi si generano zone di influenza termica più ampie. Questo spiega perché, a prescindere dal materiale, ogni tecnica di taglio provochi un diverso effetto: • La cesoiatura ed il taglio ad acqua, in particolare, non provocano HAZ perché non surriscaldano la lamiera; • Il taglio laser, applicando il calore in un’area molto ristretta, genera la zona di influenza termica minore tra i sistemi di taglio termico; • Il taglio al plasma genera una HAZ intermedia, perché il suo fascio è più ampio. Un amperaggio più alto permette una velocità di taglio superiore, riducendo il tempo di applicazione del calore e quindi l’ampiezza della zona interessata; • L’ossitaglio invece, a causa dell’intenso calore, della bassa velocità e dell’ampiezza del getto, causa la zona di influenza più estesa tra tutti i sistemi. Cosa comporta la HAZ? Il calore del processo di taglio o di saldatura, e il rapido raffreddamento che segue, provocano dei cambiamenti sia a livello chimico che metallurgico. • L’ossidazione è il cambiamento più evidente e istantaneo, e come abbiamo visto è anche responsabile delle fasce colorate. • Si può anche verificare una leggera nitrurazione della superficie, che aumenta la durezza del metallo e ne diminuisce la saldabilità. • Un altro fenomeno molto diffuso è la corrosione derivante dalla sensibilizzazione dell’acciaio inossidabile. Il calore fa reagire il carbonio con il cromo, generando carburi che precipitano ai bordi dei grani. In queste zone il contenuto di cromo scende sotto il 10,5%, e l’acciaio non sarà più inossidabile. Si genera così la famosa corrosione intergranulare. Nei casi estremi, il metallo diventerà di colore nero. • Le alte temperature possono provocare anche l’infragilimento da idrogeno. Il gas si infiltra all’interno del metallo ed esercita una forte pressione intergranulare, indebolendolo. Se l’idrogeno non viene rimosso per tempo, si possono verificare cricche spontanee anche 24 ore dopo il riscaldamento. • Dal punto di vista metallurgico, il calore applicato genera una tempra localizzata. In determinate circostanze, l’acciaio inossidabile austenitico può diventare martensitico, aumentando la propria durezza e al contempo la propria fragilità. In altri casi, il metallo riscaldato può subire un indebolimento. Come gestire la HAZ? Come abbiamo visto, la zona di influenza termica altera molto le caratteristiche del metallo dichiarate dal laminatoio. Nell’ambito della pressopiegatura, la HAZ rende difficile gestire l’angolo di piega perché diventa impossibile prevedere come si comporterà il metallo dopo il taglio. Uno dei fenomeni toccati è il ritorno elastico. Per riuscire ad ottenere un angolo preciso al variare dello springback, è utile avere un sistema di controllo dell’angolo. Ce ne sono di due tipi: a misurazione laser o per contatto. I primi sono abbastanza diffusi ma sono ingombranti e con hanno dei grossi limiti con le flange ridotte, le contropieghe, le superfici molto irregolari o molto lucide. I sistemi per contatto GPS4, sono più precisi e non hanno problemi di contropieghe o flange ma hanno un’escursione angolare leggermente inferiore. L’altro problema sorge con la bombatura. I pezzi tagliati saranno di volta in volta diversi, e solleciteranno la macchina in modo imprevedibile. Per questo è importante affidarsi ad una macchina con un controllo della bombatura in tempo reale ACSG, in grado di compensare la deformazione e di ottenere angoli regolari lungo tutta la lunghezza del profilo. Le fasce colorate provocate dall’ossidazione possono essere rimosse con carta vetrata fine o con una mola a disco. Così si scopre lo stato sottostante e si attiva l’autopassivazione del cromo, ma si rischia di indebolire e di assottigliare il metallo. Per quanto riguarda l’intera estensione della zona termicamente alterata, invece, l’unica soluzione è rimuovere con lavorazioni successive tutta la parte di metallo interessata, al prezzo di un alto spreco di materiale e di tempo. Zona termicamente alterata In saldatura è quella regione di materiale base che ha risentito dell’elevata temperatura raggiunta durante il processo di saldatura sotto forma di variazioni di microstruttura e di proprietà me-La maggior parte delle tecniche di taglio della lamiera si basano sulla fusione del materiale. La parte di acciaio modificata dal calore che si trova tra la zona fusa e il limite del metallo base è chiamata zona termicamente alterata, o HAZ (Heat-Affected Zone).ccaniche.
“Una trave posta in orizzontale appoggiata agli estremi avente sezione qualsiasi flette al centro. Se la campata é troppo elevata rispetto al momento statico di sezione, si ha che la trave flette tanto fino a collassare. Se alla suddetta trave viene fissata una seconda trave, o tirante, o corda molla, tramite dei traversini, si ottiene che la trave principale flette verso il basso con fibre superiori in compressione e fibre inferiori in trazione. La corda molla reagisce alla flessione della trave principale trazionandosi.
É noto che le travi molto snelle resistono molto a trazione e pochissimo a compressione perché cedono sotto il loro carico.
Quindi la corda molla é un tirante e come tale migliora la risposta di irrigidimento della struttura principale. Se vuoi annullare o ridurre la curvatura devi tensionare.contraffissi Asta che, in alcuni tipi di capriata, è posta al disotto e a contrasto del corrente superiore, con la funzione di ridurre la lunghezza d’inflessione.
L'uso di "controfreccia" o "monta" è abastanza usata per travi di luce rilevante.
Di capriate metalliche ne ho fatte pochissime, per questa tipologia di costruzione, non ho mai usato l'accorgimento della monta, per 2 motivi:
1) Ma quanto è lunga questa capriata? Fino a 7-8 metri di campata mi sembra una lavorazione ingiustifcata
2) Per lunghezze maggiori, esistono tipologie di capriate che prevedono l'uso di elemento catena non rettilineto. Vedi tipologia "a" e "b" da te postato. Senza piegare il profilo. Infatti tieni presente che la calandratura costa, e si rischia di compromettere il materiale. Io la farei se proprio costretto.
La tipoliga A e B risolvono il problema con una saldatura nelle giunzioni senza piegare il profilo. Travi armate co
el magutt
Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
Titolo: Re: Saldatura appunti da manuale Mar Feb 28, 2023 6:19 pm
Crescita epiteliale e rapporto di diluizione. Zuppa di pollo per il saldatore.
Ora non sono sicuro fino a che punto tu desideri nuotare in questa pozza di conoscenza, ma è una pozza profonda, la mantengo semplice perché sono stupida e stanca di nuotare.
La saldatura sono tutti quegli ingredienti mescolati insieme e versati in una pentola, padella o vassoio. Quanto bene sono mescolati, deciderà cosa affonda, cosa galleggia, quanto è denso, quanto sottile e cosa rimane disperso nella miscela. Non sto
dicendo che non verrà un tempo in cui le cose non saranno più difficili da ingoiare, ma spero davvero che non pensino che una ciotola di purea sarà la risposta a un buon pasto quando verrà il momento.
La temperatura della pentola, è dissetante, attirerà il calore dalla miscela. Un broccolo è più difficile da rendere liscio di una mela, più caldo si scioglie, più si mescola, maggiore è la diluizione.
Non diversamente dallo spessore e dal tipo di materiale da saldare, le sue proprietà per la conduzione. Carbonio, acciaio inossidabile, alluminio o ghisa? Molte cose accadono in Nano secondi.
Mentre l'immersione delle uova in acqua fredda dopo l'ebollizione interrompe l'ulteriore cottura dall'esterno verso l'interno, il guscio come una copertura di scorie rallenta il raffreddamento e la solidificazione delle saldature. È così che cambi la consistenza del tuorlo, una combinazione di tempo, temperatura e se fosse una saldatura, forza o pressione dalla forza della tensione EM. Goccioline più grandi o più piccole. Grani/struttura di una saldatura allo stesso modo.
Lasciato asciugare, si asciugherà dall'esterno verso l'interno, come uno stagno di essiccazione. Quella trazione/retrazione allunga i grani.
Potrebbe
essere un cratere di contrazione della saldatura. I deboli legami superficiali che si sono formati non erano abbastanza forti da tenere insieme la superficie. La trazione di contrazione è ciò che provoca il cracking. Quindi, mentre al saldatore si può dire, ampere, volt, tipo di corrente e asta... c'è ancora spazio che lo rovinerà con un lungo arco, per accelerare una corsa o rallentare, scaldare, bagnare.
Quindi, un elemento principale si trasforma da liquido a solido mentre forma un grano, si attacca a un altro nella sua trasformazione e li risucchia o si attacca mentre si sposta su un solido. Come buttare la sabbia in un secchio. Rallenta il versamento, aggiungi un po' di frullato e puoi metterne di più nel secchio perché si deposita e si impacchetta più stretto.
In ogni caso ... Quindi, a seconda della corrente, è simile a quanto fine hai tritato e a lungo stai mescolando gli ingredienti. La tensione mescola e assottiglia la miscela in modo che si asciughi rapidamente o lentamente alla fine.
Nel caso dell'abbeveratoio, decideranno il sole, il terreno e lo sporco dell'area. Una saldatura si asciugherà/solidificherà, dal basso, all'esterno e poi al centro. E la comparsa di una scia di increspature mentre viene trascinata indicherà una velocità dello scioglimento in atto e il viaggio per allontanarsene. Gli interni vengono tirati mentre le cose si raffreddano. Spero che questo aiuti a capire un po 'meglio questi eventi. In una piccola immagine, non importa come tagli le patate o di che misura le tagli, faranno comunque la zuppa. Ciò che cambia tuttavia è nel quadro più ampio, la differenza è una zuppa densa e grossa o una zuppa di brodo più densa. Grano grossolano meno resistente alla trazione ma molto duttile. Una grana più fine equivale a una maggiore resistenza alla trazione meno duttilità . GAS LENS TIG Il processo di saldatura TIG è il metodo più noto per ottenere una resa estetica e meccanica elevata e la grande stabilità dell’arco di saldatura generato anche a bassi amperaggi permette di realizzare saldature su spessori molto sottili, anche nell’ordine del decimo di millimetro. Per ottenere risultati meccanicamente ed esteticamente soddisfacenti è necessario che l’operatore sia in possesso di una buona manualità e di una base consolidata di esperienza nel selezionare le impostazioni di saldatura corrette in base al giunto da realizzare. Oltre alla manualità e all’esperienza è necessario che tutti gli elementi che prendono parte al processo di saldatura TIG siano in condizioni di usura accettabili. L’elemento che influenza in modo maggiore il risultato estetico del cordone di saldatura oltre alla manualità, è la quantità erogata (litri/minuto) e la qualità del gas di protezione Argon. Il sistema tradizionale di erogazione del gas di protezione avviene tramite un diffusore provvisto di 4 fori collocato all’interno della campana ceramica che ha il compito di incanalare il gas di protezione in direzione del bagno di saldatura. Questo sistema è efficace e tuttora utilizzato dalla maggior parte dei saldatori TIG; ma negli ultimi anni grazie al continuo avanzamento tecnologico nel mondo della saldatura è stato realizzato un sistema di diffusione del gas più efficace. Questo sistema innovativo prende il nome di gas lens TIG; per equipaggiare una torcia di saldatura con il sistema di diffusione Gas lens TIG è necessario procurarsi i consumabili idonei al montaggio del diffusore gas lens TIG, come la pinza serra elettrodo e l’isolante. In cosa consiste il sistema di diffusione gas lens TIG ? Il dispositivo di diffusione del gas di protezione gas lens TIG è composto anch’esso da un diffusore di gas e da una coppetta ceramica, ma a differenza del diffusore tradizionale a 4 fori orizzontali posti a livelli sfalsati lungo il perimetro del diffusore sul quale si assicura la campana ceramica, il diffusore gas lens TIG ha una maglia metallica disposta perpendicolarmente al ceramico. La maglia metallica del gas lens TIG assicura una diffusione più omogenea del gas e la posizione perpendicolare garantisce una diffusione maggiormente localizzata e di maggior intensità grazie ad una dispersione minore rispetto ad un diffusore tradizionale; in parole semplici una diffusione di maggior efficacia. Grazie all’utilizzo del gas lans TIG il bagno di saldatura risulta maggiormente isolato dall’atmosfera e il risultato estetico è qualitativamente migliore. L’utilizzo del sistema di diffusione gas lans TIG permette all’operatore di tenere l’elettrodo in tungsteno maggiormente esposto dalla cappa ceramica, poiché il getto di gas diffuso è in grado di coprire una distanza maggiore; quindi l’operatore può raggiungere e realizzare giunti con angolazioni molto acute. In commercio esiste una versione di questo sistema di diffusione chiamato stubby gas lens TIG, questo particolare sistema di diffusione si differenzia dal classico gas lens TIG solamente per le dimensioni dei consumabili. Lo stubby gas lens TIG permette di equipaggiare le cappe ceramiche di piccole dimensioni, solitamente destinate alle torce TIG 9-20, anche su torce 17-18-26 e permette quindi di realizzare lavorazioni in posti difficilmente raggiungibili. Tuttavia le dimensioni della torcia 17-18-26 garantiscono un ciclo di lavoro più elevato rispetto alle torce tig 9-20 solitamente utilizzate per lavorazioni più leggere.
LE SALDATURE: Come si è accennato, la saldatura, ha subito in questi ultimi decenni un’importanza ed uno sviluppo senza precedenti; oltre a soppiantare quasi completamente la chiodatura, viene applicata in moltissimi altri campi delle costruzioni meccaniche. Ad esempio vengono attualmente composti a mezzo di parti saldate moltissimi pezzi che, diversamente, dovrebbero essere ricavati con complicatissime operazioni di fucinatura e stampaggio, o con lunghe e costose lavorazioni alle macchine utensili; in questo e in altri campi affini, la saldatura, che oggi può garantire una resistenza di collegamento pari o anche superiore a quella posseduta dagli stessi organi, quando vengono fabbricati in un solo pezzo ,si è rivelata un metodo costruttivo insostituibile, anche per la sua economicità in confronto ad altri procedimenti. Per saldatura si intende il processo mediante il quale si effettua l’unione di pezzi metallici sotto l’azione del calore , con o senza apporto di materiale metallico, in modo da realizzare nei tratti di collegamento la continuità dei pezzi stessi. Nella pratica , con la parola saldatura si intende anche la zona ove ha luogo il collegamento dei pezzi. Ad arco : Il calore necessario è fornito da un arco elettrico voltaico, che viene stabilito fra le parti da saldare ed un apposito elettrodo. Saldatura manuale con elettrodi rivestiti . E’ il processo più comunemente usato. La fusione graduale degli elettrodi fornisce il materiale d’apporto , mentre il rivestimento, che fondendo protegge il bagno può compiere altre funzioni molto importanti. SALDATURA AD ARCO IN ATMOSFERA INERTE: L’arco scocca in un’atmosfera di gas inerte .I procedimenti attuali sostituiscono il primitivo processo ARCATOM ( atmosfera di idrogeno) abbandonato perché , tra l’altro dava saldature spesso fragili. Procedimento TIG Tungsten Inert Gas . l’elettrodo è infusibile, di tungsteno ed è al centro di un tubetto refrattario , da cui esce ARGON o altro gas inerte. Il metallo d’apporto è fornito come per la saldatura ossiacetilenca. E’ un procedimento molto diffuso , eseguito manualmente , per acciai inossidabili leghe leggere alluminio, magnesio titanio. PROCEDIMENTO MIG: metal inert gas. L’arco scocca in un gas inerte ARGON; ELIO, miscela Argon , Elio, Il metallo di apporto è fornito da una bobina che esce automaticamente dalla “pistola torcia” , adopera di un motorino traina filo, il procedimento è semiautomatico. PROCEDIMENTO MAG METAL ACTIVE GAS: Come il MIG , ma in gas contenete ossigeno ( anidride carbonica CO, , con argon ,o CO con ossigeno , o ancora Argon con Ossigeno, procedimento semiautomatico. CIANFRINO CIANFRINATURA: Con la parola cianfrinatura si indica la preparazione dei bordi , nel senso della definizione che seguono Se la superficie è costituita da un piano inclinato , rispetto alla superficie dell’elemento , l’operazione è detta smussatura. CIANFRINO: spazio fra due lembi convenientemente preparato , destinato ad essere riempito da metallo , per realizzare la saldatura. Se i lembi aderiscono ,il cianfrino ha volume nullo 0 Il profilo del cianfrino , è la sezione trasversale del cianfrino. I lembi del cianfrino o lembi da saldare sono la superficie delimitanti il cianfrino. VERTICE della saldatura è la zona della saldatura della prima passata, , piu distante dal saldatore. SPALLA s è la porzione del lembo di un cianfrino, trovantesi nella zona del vertice della saldatura, facente un angolo con la restante parte della superficie del lembo e parallela ad un corrispondente tratto dell’altro lembo del cianfrino. CON g si indica la distanza tra i lembi, distanza minima da una data sezione. La profondità d del cianfrino, è la profondità della parte del cianfrino che si trova sotto o sopra la spalla. T è lo spessore delle lamiere in mm t. Con alfa si indica l’angolo di apertura tra due opposti piani dei lembi da saldare del cianfrino. Se manca la spalla si ha un angolo vivo.
total black
black zone . all black. operiamo in clandestinità ai confini della legalità
el magutt
Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
1. accendendo uno stickout da 1/4 a 3/8 di pollice (l'elettrodo si estende dalla punta del tubo di contatto).
Troppo corto Normale Troppo Lungo
2. Per metalli sottili, utilizzare un filo di diametro inferiore. Per metalli più spessi, usa un filo più grande e una macchina più grande. Vedere le indicazioni della macchina per la capacità di saldatura. Tabella dello spessore del filo di saldatura
3. Utilizzare il tipo di filo corretto per il metallo di base da saldare. Utilizzare fili di acciaio inossidabile per acciaio inossidabile, fili di alluminio per alluminio e fili di acciaio per acciaio.
4. Utilizzare il gas di protezione appropriato. La CO2 è buona per le saldature penetranti sull'acciaio, ma potrebbe essere troppo calda per il metallo sottile. Usa il 75% di argon/25% di CO2 per gli acciai più sottili. Utilizzare solo argon per l'alluminio. È possibile utilizzare una tripla miscela per acciai inossidabili (Elio + Argon + CO2).
5. Per l'acciaio, esistono due tipi di filo comuni.Utilizzare una classificazione AWS ER70S-3 per saldature economiche per tutti gli usi. Utilizzare il filo ER70S-6 quando sono necessari più disossidanti per la saldatura su acciaio sporco o arrugginito. (Fare riferimento allo schema 6. Filo per saldatura). Deve essere utilizzato con CO2 o 75% Argon/25% (gas di protezione C-25. Il gas CO2 è economico e ha una penetrazione più profonda. 75% Argon/25% CO2 ha meno spruzzi e un aspetto migliore del cordone Uso interno senza vento.. Per carrozzeria, produzione, fabbricazione. Salda materiali più sottili (calibro 22) rispetto ai fili animati. Filo animato/acciaio al carbonio E71TGX Nessun gas di protezione richiesto Eccellente per condizioni ventose all'aperto per materiali sporchi, arrugginiti, verniciati Più caldo dei fili pieni, saldature su materiali calibro 18 e più spessi Alluminio ER5356 Deve essere utilizzato con il gas di protezione Argon. Consigliato per l'uso con pistole a bobina per ottenere i migliori risultati. 5356 più duro per saldature più forti e alimentazione più facile. Acciaio inossidabile ER308L Deve essere utilizzato con Trimix (elio/argon/CO2) o gas di protezione spray Per metalli di base inossidabili 301, 302, 304, 305 e 308.
6. Per un miglior controllo del cordone di saldatura, mantenere il filo diretto verso il bordo anteriore del bagno di saldatura.
7. Durante la saldatura fuori posizione (saldatura verticale, orizzontale o sopratesta), mantenere il bagno di saldatura piccolo per il miglior controllo del cordone di saldatura e utilizzare il diametro del filo più piccolo possibile.
8. Accertarsi che il tubo di contatto, il rivestimento della pistola ei rulli guida corrispondano alle dimensioni del filo che si sta utilizzando.
9. Pulire occasionalmente il rivestimento della pistola ei rulli guida e mantenere l'ugello della pistola pulito da schizzi. Sostituire la punta di contatto se bloccata o alimentata maschio.
10. Tenere la torcia il più dritta possibile durante la saldatura per evitare una cattiva alimentazione del filo.
11. Usare entrambe le mani per tenere ferma la pistola durante la saldatura. Fallo quando possibile. (Questo vale anche per la saldatura a bastone e TIG e il taglio al plasma).
12. Alzare la tensione del mozzo dell'alimentatore del filo e la pressione del rullo di trasmissione quanto basta per alimentare il filo, ma non serrare eccessivamente.
13. Tenere il filo in un luogo pulito e asciutto quando non si salda, per evitare di raccogliere contaminanti che portano a saldature scadenti.
14. Utilizzare DCEP (polarità inversa) sulla fonte di alimentazione.
15. Una tecnica di trascinamento o trazione della pistola ti darà un po' più di penetrazione e un tallone più stretto. Una tecnica a pistola a spinta ti darà un po' meno penetrazione e un tallone più largo. Effetto della posizione dell'elettrodo e della tecnica di saldatura
16. Quando si salda un raccordo, il lato della saldatura deve essere uguale allo spessore delle parti saldate.
Vantaggi della saldatura TIG La saldatura TIG (Tungsten Inert Gas) viene utilizzata per eseguire saldature precise quando si uniscono metalli come acciaio dolce, alluminio o acciaio inossidabile.
Salda tutti i metalli
Processo più pulito, senza schizzi o fumo
Controllo preciso, migliore su metallo sottile
La maggior parte dei cordoni di saldatura estetici
Cos'è la saldatura TIG? Nella saldatura TIG, un elettrodo di tungsteno riscalda il metallo che stai saldando e il gas (più comunemente argon) protegge il bagno di saldatura dai contaminanti presenti nell'aria. La saldatura TIG produce saldature pulite e precise su qualsiasi metallo.
La saldatura TIG utilizza un tungsteno non consumabile Il metallo d'apporto, quando richiesto, viene aggiunto a mano Il gas di protezione protegge la saldatura e il tungsteno Produce saldature pulite e di alta qualità Salda più metalli di qualsiasi altro processo
Perché dovrei provare la saldatura TIG? 1. Saldare più metalli e leghe rispetto a qualsiasi altro processo I saldatori TIG possono essere utilizzati per saldare acciaio, acciaio inossidabile, cromo, alluminio, leghe di nichel, magnesio, rame, ottone, bronzo e persino oro. TIG è un processo di saldatura utile per saldare carri, telai di biciclette, tosaerba, maniglie delle porte, parafanghi e altro ancora.
2. Creare saldature pulite e di alta qualità Con un controllo superiore dell'arco e del bagno di saldatura, TIG consente di creare saldature pulite quando le apparenze contano. Poiché l'apporto di calore è spesso controllato premendo un pedale, in modo simile alla guida di un'auto, la saldatura TIG consente di riscaldare o raffreddare il bagno di saldatura offrendo un controllo preciso del cordone di saldatura. Ciò rende la saldatura TIG ideale per saldature cosmetiche come sculture e saldature automobilistiche.
Niente scintille o schizzi Poiché al bagno di saldatura viene aggiunta solo la quantità necessaria di metallo d'apporto, non vengono prodotti spruzzi o scintille (se il metallo da saldare è pulito).
Nessun fondente o scoria Poiché il gas Argon protegge il bagno di saldatura dalla contaminazione, non è necessario né utilizzato flusso nella saldatura TIG e non ci sono scorie che bloccano la visuale del bagno di saldatura. Inoltre, la saldatura finita non avrà scorie da rimuovere tra le passate di saldatura.
Nessun fumo o fumi La saldatura TIG non crea fumo o fumi, a meno che il metallo di base da saldare non contenga contaminanti o elementi come olio, grasso, vernice, piombo o zinco. Il metallo di base deve essere pulito prima della saldatura. Saldatura TIG Niente scintille, fumo o fumi
Saldatura TIG: pulita, senza scorie o schizzi
Stick Weld - deve rimuovere scorie e schizzi
3. Utilizzare un gas di protezione (Argon) per tutte le applicazioni Poiché l'argon può essere utilizzato per saldare TIG tutti i metalli e gli spessori, è necessario un solo tipo di gas nella tua officina per gestire tutti i tuoi progetti di saldatura.
Il gas argon viene generalmente utilizzato per la maggior parte delle applicazioni di saldatura TIG
4. Saldare in tutte le posizioni Le saldature TIG possono essere eseguite in tutte le posizioni: in piano, orizzontale, verticale o sopratesta. Perfetto per roll-bar e all'interno di aree ristrette.
ELETTRODO Vantaggi della saldatura a bastoncino La saldatura a bastone (SMAW – Stick Metal Arc Welding) è un processo di saldatura semplice ma versatile, economico e portatile. Vengono utilizzate bacchette di saldatura rivestite di flusso, eliminando la necessità di gas di protezione in bombole come quello utilizzato nella saldatura MIG o nella saldatura TIG.
Livello di abilità richiesto: Moderato Adatto per condizioni ventose e all'aperto Perdonare su metallo sporco o arrugginito Può saldare a grande distanza dalla macchina Leggere e seguire sempre le precauzioni di sicurezza e le istruzioni operative nel manuale dell'utente.
1. Prendere precauzioni con i materiali volanti durante la scheggiatura delle scorie.
2. Mantenere gli elettrodi puliti e asciutti - seguire le raccomandazioni del produttore.
3. Elettrodi comuni in acciaio: (fare riferimento al diagramma 8. Elettrodi a bastoncino consigliati)
4. Penetrazione: DCEN - Penetrazione minima, AC - media (può essere anche più spruzzi), DCEP - massima penetrazione.
5. Quando si salda un raccordo, la gamba della saldatura deve essere uguale allo spessore delle parti saldate. (Fare riferimento al diagramma 10. Spessore di saldatura d'angolo consigliato)
6. Per impostare il controllo dell'amperaggio, determinare innanzitutto l'intervallo di amplificazione consigliato per il tipo e il diametro dell'elettrodo. Quindi scegli un amperaggio all'interno dell'intervallo in base allo spessore del tuo metallo (metallo più sottile, meno amplificatori). (Fare riferimento al diagramma 7. Esempio di saldature a bastoncino buone e cattive)
Tecnica di inizio graffio
Trascina l'elettrodo sul pezzo in lavorazione come accendere un fiammifero; sollevare leggermente l'elettrodo dopo aver toccato il pezzo. Se l'arco si spegne, l'elettrodo è stato sollevato troppo in alto. Se l'elettrodo si attacca al pezzo, ruotare rapidamente per liberarlo.
Elettrodo Pezzo Arco
Tecnica del tocco
Portare l'elettrodo direttamente sul pezzo; quindi sollevare leggermente per iniziare l'arco. Se l'arco si spegne, l'elettrodo è stato sollevato troppo in alto. Se l'elettrodo si attacca al pezzo, ruotare rapidamente per liberare l'elettrodo.
Elettrodo Pezzo Arco GLOSSARIO SALDATURA Glossario di saldatura Seleziona la prima lettera del termine che stai cercando: A C D F G H I K L M O P R S T V W
ONU
Taglio ad arco di carbonio ad aria (CAC-A) : un processo di taglio mediante il quale i metalli vengono fusi dal calore di un arco utilizzando un elettrodo di carbonio. Il metallo fuso viene allontanato dal taglio da un getto d'aria forzata. Per rimuovere grandi quantità di metallo, cercare un saldatore in grado di utilizzare carboni di almeno 3/8 di diametro. Materiali di consumo: elettrodi di carbone, alimentazione di aria compressa.
Corrente alternata (CA) : una corrente elettrica che inverte la sua direzione a intervalli regolari, come 60 cicli di corrente alternata (CA) o 60 hertz.
Amperaggio : la misura della quantità di elettricità che fluisce attraverso un dato punto in un conduttore al secondo. La corrente è un altro nome per l'amperaggio.
Arco : Lo spazio fisico tra l'estremità dell'elettrodo e il metallo di base. Il divario fisico provoca calore a causa della resistenza del flusso di corrente e dei raggi dell'arco.
Arc Force: chiamato anche Dig e Arc Control. Fornisce una fonte di alimentazione un amperaggio aggiuntivo variabile durante le condizioni di bassa tensione (lunghezza dell'arco breve) durante la saldatura. Aiuta a evitare che gli elettrodi a bastoncino "si attacchino" quando si utilizza una lunghezza d'arco ridotta.
Auto-Link : Circuito interno della sorgente di alimentazione dell'inverter che collega automaticamente la sorgente di alimentazione alla tensione primaria applicata, senza la necessità di collegare manualmente i terminali della tensione primaria.
Saldatura automatica : utilizza apparecchiature che saldano senza la costante regolazione dei controlli da parte del saldatore o dell'operatore. L'apparecchiatura controlla l'allineamento del giunto utilizzando un dispositivo di rilevamento automatico.
C
Saldatrice a corrente costante (CC) : queste saldatrici hanno una corrente di cortocircuito massima limitata. Hanno una curva volt-amp negativa e sono spesso indicati come "droopers". La tensione cambierà con diverse lunghezze d'arco variando solo leggermente l'amperaggio, da qui il nome di corrente costante o tensione variabile.
Alimentatore filo a velocità costante: l'alimentatore funziona a 240 o 120 V CA fornito dalla fonte di alimentazione della saldatura.
Saldatrice a tensione costante (CV), a potenziale costante (CP): "Potenziale" e "tensione" hanno corrispondono lo stesso significato. Questo tipo di uscita della saldatrice mantiene una tensione relativamente stabile e costante indipendentemente dall'uscita dell'amperaggio. Risulta in una curva volt-amp relativamente piatta rispetto alla curva volt-amp cadente di una tipica saldatrice Stick (SMAW).
Corrente: un altro nome per l'amperaggio. La quantità di elettricità che scorre in un punto di un conduttore ogni secondo.
D
Difetto: una o più discontinuità che causano un fallimento del test in una saldatura.
Dig: Chiamato anche Arc Control. Fornisce una fonte di alimentazione un amperaggio aggiuntivo variabile durante le condizioni di bassa tensione (lunghezza dell'arco breve) durante la saldatura. Aiuta a evitare che gli elettrodi a bastoncino si "attacchino" quando si utilizza una lunghezza d'arco ridotta.
Corrente continua (DC): scorre in una direzione e non inverte la direzione del flusso come fa la corrente alternata.
Corrente continua elettrodo negativo (DCEN): la direzione del flusso di corrente attraverso un circuito di saldatura quando il cavo dell'elettrodo è collegato al terminale negativo e il cavo di massa è collegato al terminale positivo di una saldatrice CC. Chiamata anche corrente continua, polarità diretta (DCSP).
Corrente continua elettrodo positivo (DCEP): la direzione del flusso di corrente attraverso un circuito di saldatura quando il cavo dell'elettrodo è collegato a un terminale positivo e il cavo di lavoro è collegato a un terminale negativo a una saldatrice CC. Chiamata anche corrente continua, polarità inversa (DCRP).
Ciclo di lavoro: il numero di minuti su un periodo di tempo di 10 minuti in cui una saldatrice ad arco può essere utilizzata alla massima potenza nominale. Un esempio potrebbe essere il ciclo di lavoro del 60% a 300 ampere. Ciò significherebbe che a 300 ampere la saldatrice può essere utilizzata per 6 minuti e quindi deve essere lasciata raffreddare con il motore del ventilatore in funzione per 4 minuti. (Alcuni produttori valutano le macchine con un ciclo di 5 minuti).
F
Fan-On-Demand: sistema di raffreddamento della fonte di alimentazione interna che funziona solo quando necessario, mantenendo i componenti interni più puliti.
Automazione fissa: sistema di saldatura automatizzato a controllo elettronico per saldature semplici, diritte o circolari.
Automazione flessibile: sistema di saldatura automatizzato e controllato da robot per forme complesse e applicazioni in cui i percorsi di saldatura richiedono la manipolazione dell'angolo della torcia.
Saldatura ad arco con filo animato (FCAW): un processo di saldatura ad arco che fonde e unisce i metalli riscaldandoli con un arco tra un filo di elettrodo consumabile continuo e il pezzo. La schermatura è ottenuta da un flusso contenuto all'interno del nucleo dell'elettrodo. A seconda del tipo di filo animato, la schermatura aggiuntiva può essere fornita o meno da gas o miscele di gas fornite esternamente. Materiali di consumo: punte di contatto, filo animato, gas di protezione (se necessario, dipende dal tipo di filo).
G
Saldatura ad arco metallico a gas (GMAW): vedi Saldatura MIG.
Saldatura ad arco a gas di tungsteno (GTAW): vedi Saldatura TIG.
Connessione a terra: una connessione di sicurezza dal telaio di una saldatrice alla terra. Spesso utilizzato per la messa a terra di una saldatrice a motore in cui un cavo è collegato da un perno di messa a terra sulla saldatrice a un picchetto metallico posto nel terreno. Vedere Connessione del pezzo per la differenza tra connessione di lavoro e connessione di terra.
Cavo di terra: quando si fa riferimento al collegamento dalla saldatrice al pezzo, vedere il termine preferito Cavo del pezzo da lavorare.
H
Hertz: Hertz è spesso indicato come "cicli al secondo". Negli Stati Uniti, la frequenza o il cambio di direzione della corrente alternata è solitamente di 60 hertz.
Alta frequenza: copre l'intero spettro di frequenze sopra i 50.000 Hz. Utilizzato nella saldatura TIG per l'accensione e la stabilizzazione dell'arco.
Hot Start : Utilizzato su alcune macchine Stick (SMAW) per facilitare l'avvio di elettrodi difficili da avviare. Utilizzato solo per l'innesco dell'arco.
IO
Inverter: Generatore che aumenta la frequenza dell'alimentazione primaria in ingresso, fornendo così una macchina di dimensioni inferiori e migliori caratteristiche elettriche per la saldatura, come tempi di risposta più rapidi e maggiore controllo per la saldatura pulsata.
K
KVA (Kilovolt-ampere): Kilovolt-ampere. I volt totali moltiplicati per ampere divisi per 1.000, richiesti da una fonte di alimentazione per saldatura rispetto all'alimentazione primaria fornita dall'azienda elettrica.
KW (Kilowatt): KW primario è la potenza effettiva utilizzata dalla fonte di alimentazione quando sta producendo la sua potenza nominale. Secondary KW è la potenza effettiva del generatore di saldatura. I kilowatt si trovano prendendo volt per ampere diviso per 1.000 e tenendo conto di qualsiasi fattore di potenza.
l
Lift-Arc: questa funzione consente l'avvio dell'arco TIG senza alta frequenza. Avvia l'arco a qualsiasi amperaggio senza contaminare la saldatura con il tungsteno.
M
Microprocessore: uno o più circuiti integrati che possono essere programmati con istruzioni memorizzate per eseguire una varietà di funzioni.
Saldatura MIG (GMAW o saldatura ad arco metallico a gas): nota anche come saldatura a filo pieno. Un processo di saldatura ad arco che unisce i metalli riscaldandoli con un arco. L'arco si trova tra un elettrodo di metallo d'apporto (consumabile) alimentato in modo continuo e il pezzo in lavorazione. Il gas o le miscele di gas fornite dall'esterno forniscono la schermatura.
Esistono quattro modalità di base di trasferimento del metallo:
Trasferimento in cortocircuito: prende il nome dal filo di saldatura che effettivamente "cortocircuita" (toccando) il metallo di base molte volte al secondo. Si producono degli spruzzi, ma il transfer può essere utilizzato in tutte le posizioni di saldatura e su tutti gli spessori di metallo.
Trasferimento globulare: Chiamato per "globi" di metallo di saldatura che si trasferiscono attraverso l'arco in un'alimentazione per gravità. Le goccioline attraverso l'arco sono generalmente più grandi del diametro dell'elettrodo. Non produrre un aspetto del cordone di saldatura molto liscio e possono verificarsi schizzi. Solitamente limitato alle posizioni di saldatura piatte e orizzontali e non utilizzato su metalli sottili.
Trasferimento a spruzzo: chiamato per uno "spruzzo" di minuscole goccioline fuse attraverso l'arco, solitamente più piccole del diametro del filo. Utilizza valori di tensione e amperaggio relativamente elevati e l'arco è sempre "acceso" dopo che l'arco è stato stabilito. Vengono prodotti pochissimi spruzzi. Solitamente utilizzato su metalli più spessi nelle posizioni di saldatura piatte o orizzontali.
Trasferimento a spruzzo pulsato: per questa variazione del trasferimento a spruzzo, la saldatrice "pulsa" l'uscita tra alte correnti di picco e basse correnti di fondo. Il bagno di saldatura si raffredda leggermente durante il ciclo in background, rendendolo leggermente diverso dal trasferimento a spruzzo. Ciò può consentire la saldatura in tutte le posizioni su metalli sottili o spessi.
Per ulteriori informazioni sulla saldatura MIG, vedereSuggerimenti MIG .
O
Tensione a circuito aperto (OCV): come suggerisce il nome, non scorre corrente nel circuito perché il circuito è aperto. La tensione è impressa sul circuito, tuttavia, in modo che quando il circuito è completato, la corrente fluirà immediatamente. Ad esempio, una saldatrice accesa ma al momento non utilizzata per la saldatura avrà una tensione a circuito aperto applicata ai cavi collegati ai terminali di uscita della saldatrice.
P
Taglio ad arco al plasma: un processo di taglio ad arco che taglia il metallo utilizzando un arco ristretto per fondere una piccola area del lavoro. Questo processo può tagliare tutti i metalli che conducono l'elettricità. I cutter Hobart AirForce sono pacchetti completi che contengono tutte le attrezzature necessarie ei materiali di consumo della torcia. Consumabili: consumabili torcia, alimentazione gas o aria compressa.
Libbre per pollice quadrato (psi): una misura pari a una massa o un peso applicata a un pollice quadrato di superficie.
Efficienza energetica: quanto bene una macchina elettrica utilizza l'energia elettrica in ingresso.
Correzione del fattore di potenza: normalmente utilizzata su fonti di alimentazione a corrente costante monofase per ridurre la quantità di amperaggio primario richiesto dalla società elettrica durante la saldatura.
Alimentazione primaria: spesso indicata come la tensione della linea di ingresso e l'amperaggio disponibile per la saldatrice dalla linea elettrica principale dell'officina. Spesso espressa in watt o kilowatt (KW), la potenza in ingresso primaria è CA e può essere monofase o trifase. Le saldatrici con la capacità di accettare più di una tensione di ingresso primaria e l'amperaggio devono essere collegate correttamente per l'alimentazione primaria in ingresso utilizzata.
MIG pulsato (MIG-P): un processo di trasferimento a spruzzo modificato che non produce spruzzi perché il filo non tocca il bagno di saldatura. Le applicazioni più adatte per il MIG pulsato sono quelle che attualmente utilizzano il metodo di trasferimento in cortocircuito per la saldatura dell'acciaio, calibro 14 (1,8 mm) e superiore. Materiali di consumo: punte di contatto, gas di protezione, filo di saldatura.
TIG pulsato (TIG-P): un processo TIG modificato appropriato per la saldatura di materiali più sottili. Materiali di consumo: elettrodo di tungsteno, materiale di riempimento, gas di protezione.
Pulsazione: sequenza e controllo della quantità di corrente, della frequenza e della durata dell'arco di saldatura.
R
Carico nominale: l'amperaggio e la tensione che la fonte di alimentazione è progettata per produrre per un determinato periodo di ciclo di lavoro specifico. Ad esempio, 300 ampere, 32 volt di carico, al 60% del ciclo di lavoro.
Resistance Spot Welding (RSW): Un processo in cui due pezzi di metallo vengono uniti facendo passare corrente tra elettrodi posizionati sui lati opposti dei pezzi da saldare. Non c'è arco con questo processo, ed è la resistenza del metallo al flusso di corrente che provoca la fusione. La saldatura a punti richiede la seguente attrezzatura: saldatrice a punti raffreddata ad aria o ad acqua, set di 2 pinze e set di 2 punte. I materiali di consumo non sono necessari per la saldatura a punti.
RMS (Root Mean Square): i valori "effettivi" della tensione CA o dell'amperaggio misurati. RMS equivale a 0,707 volte il valore massimo o di picco.
S
Saldatura Semiautomatica: L'apparecchiatura controlla solo l'alimentazione del filo dell'elettrodo. Il movimento della torcia di saldatura è controllato manualmente.
Saldatura ad arco metallico schermato: vedi Saldatura con elettrodo.
Gas di protezione: gas protettivo utilizzato per prevenire la contaminazione atmosferica del bagno di fusione.
Circuito monofase: un circuito elettrico che produce un solo ciclo alternato in un arco di tempo di 360 gradi.
Spruzzi: le particelle metalliche soffiate via dall'arco di saldatura. Queste particelle non diventano parte della saldatura completata.
Saldatura a punti: Solitamente realizzata su materiali con un qualche tipo di design del giunto sovrapposto. Può riferirsi a resistenza, saldatura a punti MIG o TIG. I punti di saldatura a resistenza sono realizzati da elettrodi su entrambi i lati del giunto, mentre i punti TIG e MIG sono realizzati da un solo lato.
Stick Welding (SMAW o Shielded Metal Arc): un processo di saldatura ad arco che fonde e unisce i metalli riscaldandoli con un arco, tra un elettrodo metallico rivestito e il pezzo. Il gas di protezione è ottenuto dal rivestimento esterno dell'elettrodo, spesso chiamato flusso. Il metallo d'apporto si ottiene principalmente dal nucleo dell'elettrodo. Si consiglia un saldatore AC/DC per Stick. Per la maggior parte delle applicazioni, la saldatura a polarità inversa CC offre vantaggi rispetto alla corrente alternata, tra cui avviamenti più facili e saldatura fuori posizione, arco più uniforme e meno interruzioni dell'arco e incollaggio. Materiali di consumo: elettrodi a bastoncino.
Saldatura ad arco sommerso (SAW): un processo mediante il quale i metalli sono uniti da uno o più archi tra uno o più elettrodi di metallo nudo e il lavoro. La schermatura è fornita da un materiale fusibile granulare solitamente portato in opera da una tramoggia di flusso. Il metallo d'apporto proviene dall'elettrodo e talvolta da una seconda barra d'apporto.
T
Circuito trifase: un circuito elettrico che fornisce tre cicli in un arco di tempo di 360 gradi ei cicli sono distanti 120 gradi elettrici.
Saldatura TIG (GTAW o Gas Tungsten Arc): Spesso chiamata saldatura TIG (Tungsten Inert Gas), questo processo di saldatura unisce i metalli riscaldandoli con un elettrodo di tungsteno che non dovrebbe diventare parte della saldatura completata. A volte viene utilizzato metallo d'apporto e per la schermatura vengono utilizzati gas inerte di argon o varie di gas inerti. Materiali di consumo: elettrodo di tungsteno, metallo d'apporto, gas di protezione.
Torcia: Dispositivo utilizzato nel processo TIG (GTAW) per controllare la posizione dell'elettrodo, trasferire la corrente all'arco e dirigere il flusso del gas di protezione.
Touch Start: una procedura di avviamento dell'arco a bassa tensione e basso amperaggio per TIG (GTAW). Il tungsteno viene toccato sul pezzo; quando il tungsteno viene sollevato dal pezzo si nomina un arco.
Tungsteno: Raro elemento metallico con punto di fusione estremamente elevato (3410° Celsius). Utilizzato nella produzione di elettrodi TIG.
v
Tensione: la pressione o la forza che spinge gli elettroni attraverso un conduttore. La tensione non scorre ma fa scorrere l'amperaggio o la corrente. La tensione è talvolta definita forza elettromotrice (EMF) o differenza di potenziale.
Alimentatore filo sensibile alla tensione: l'alimentatore funziona in base alla tensione dell'arco generata dalla fonte di alimentazione della saldatura.
Curva Volt-Amp: Grafico che mostra le caratteristiche di uscita di una saldatrice. Mostra le capacità di tensione e amperaggio di una macchina specifica.
W
Metallo di saldatura: l'elettrodo e il metallo di base che è stato fuso durante la saldatura. Questo forma il cordone di saldatura.
Trasferimento di saldatura: metodo mediante il quale il metallo viene trasferito dal filo al bagno fuso. Esistono diversi metodi utilizzati in MIG; invia: trasferimento in cortocircuito, trasferimento con arco spray, trasferimento globulare, trasferimento con arco sepolto e trasferimento con arco pulsato.
Wet-Stacking: carburante incombusto e olio motore che si accumulano nel camino di scarico di un motore diesel, caratterizzato dal fatto che il camino di scarico è ricoperto da una sostanza nera, appiccicosa e oleosa. La condizione è causata dal funzionamento del motore con un carico troppo leggero per lunghi periodi di tempo. Catturato in anticipo, questo non causa danni permanenti e può essere alleviato se viene applicato un carico aggiuntivo. Se ignorato, possono verificarsi danni permanenti alle pareti del cilindro e alle fasce elastiche. Standard di emissione migliorati e carburante di qualità superiore hanno reso i motori meno inclini all'impilamento a umido negli ultimi anni.
Velocità di avanzamento del filo: espressa in pollici/min o mm/se si riferisce alla velocità e alla quantità di metallo d'apporto inserito in una saldatura. In generale, maggiore è la velocità di avanzamento del filo, maggiore è l'amperaggio.
Collegamento del pezzo: un mezzo per fissare il cavo di massa (cavo di massa) al pezzo (metallo su cui saldare). Inoltre, il punto in cui viene effettuata questa connessione. Un tipo di connessione al lavoro è realizzato con un morsetto regolabile.
Cavo del pezzo: il cavo conduttore o il conduttore elettrico tra la saldatrice ad arco e il pezzo.
-----------------SEMPLICE, VERSATILE, EFFICACE La saldatura ad elettrodo nota anche come saldatura ad arco manuale, saldatura ad elettrodo manuale, saldatura ad arco metallico manuale o saldatura ad arco metallico schermato (SMAW) è solitamente il primo processo di saldatura che viene insegnato ai saldatori durante l'addestramento. È facile da imparare, ma offre già informazioni sul modo in cui funzionano i sistemi di saldatura e sul rapporto tra metalli e tensione elettrica.
La saldatura con l'elettrodo a barra offre numerosi vantaggi rispetto ai processi MIG/MAG e TIG. In linea di principio, quasi tutti i materiali possono essere saldati mediante saldatura ad elettrodo. Il processo viene utilizzato principalmente nella costruzione di acciaio e tubazioni, ma viene utilizzato anche nel commercio e nell'industria dei metalli. La saldatura ad arco metallico manuale consente qualsiasi tipo di cordone di saldatura e posizione, indipendentemente dal fatto che si tratti di posizioni ristrette o sopraelevate, cordoni verticali verso l'alto o saldature terminali verticali. Inoltre, il saldatore non dipende dai gas di protezione e può tranquillamente lavorare all'esterno, anche in condizioni atmosferiche sfavorevoli come vento o pioggia.--------------------------------------------------------------------------------------- SALDATURA MANUALE AD ARCO METALLICO: ECCO COME FUNZIONA Nella saldatura ad elettrodo, il contatto tra l'elettrodo a barra e il pezzo in lavorazione innesca l'arco. Questo crea un cortocircuito per una frazione di secondo tra i due poli, il che significa che la corrente può quindi fluire. L'arco brucia tra il pezzo e l'elettrodo. Questo crea il calore di fusione richiesto. Tramite il filo di anima consumabile e il rivestimento, anch'esso consumabile, l'elettrodo alimenta anche la scoria protettiva e il mantello del gas.
La saldatura ad arco manuale richiede una bassa tensione e un alto amperaggio. Il sistema di saldatura converte la tensione di rete disponibile in una tensione di saldatura notevolmente inferiore. Allo stesso tempo, fornisce l'amperaggio richiesto, che consente anche di regolare e regolare la fonte di alimentazione.
Nella saldatura manuale ad arco metallico, l'amperaggio è il parametro più importante per la qualità delle connessioni. Deve quindi rimanere il più costante possibile, anche se la lunghezza dell'arco cambia. Per garantire ciò, i generatori per la saldatura ad elettrodo hanno sempre caratteristiche di abbassamento.
STRUTTURA DEL SISTEMA DI SALDATURA AD ELETTRODO (1) Collegamento principale
(2) Fonte di alimentazione
(3) Cavo di alimentazione per saldatura (elettrodo)
SALDATURA MIG/MAG: IL PROCESSO DI SALDATURA AD ALTA VELOCITÀ La saldatura MIG/MAG è anche chiamata saldatura ad arco metallico a gas. Si distingue tra saldatura a gas inerte (MIG) e saldatura a gas attivo (MAG). MIG/MAG è attualmente il processo di saldatura più utilizzato e consente velocità di saldatura particolarmente elevate. Può essere utilizzato in modo manuale, meccanizzato o supportato da robot. SALDATURA MIG/MAG: ECCO COME FUNZIONA Nella saldatura MIG/MAG, un metallo d'apporto o un filo di saldatura accende l'arco se tocca il componente. Il filo di consumo viene utilizzato come indennità.
Per proteggere l'arco dall'ossigeno reattivo nell'ambiente circostante, un "gas di protezione" fluisce anche attraverso l'ugello del gas. Ciò sopprime l'ossigeno durante la saldatura e quindi previene l'ossidazione sull'arco e sul bagno di fusione.
QUALI GAS VENGONO UTILIZZATI NELLA SALDATURA MIG/MAG? La saldatura MAG utilizza gas attivi come CO2 pura o gas misti (argon, CO2, O2) in varie composizioni. Questi sono altamente reattivi. Il processo MAG viene utilizzato per materiali non legati, bassolegati e altolegati.
La saldatura MIG, invece, utilizza gas inerti, cioè non reattivi, come argon ed elio puri o miscele di argon ed elio. Il processo è adatto alla saldatura di materiali come alluminio, rame, magnesio e titanio.
Configurazione del sistema MIG MAG ECCO COME È STRUTTURATO UN IMPIANTO DI SALDATURA MIG/MAG: (1) Collegamento alla rete
SALDATURA TIG: CUCITURE PULITE, CONNESSIONI STABILI La saldatura a gas inerte di tungsteno (saldatura TIG) è un processo di saldatura a gas schermato ed è uno dei processi di saldatura per fusione. Viene utilizzato ovunque siano richiesti cordoni di saldatura di ottima qualità e privi di spruzzi. La saldatura TIG è adatta, tra l'altro, per acciai inossidabili, alluminio e leghe di nichel, nonché per lamiere sottili in alluminio e acciaio inossidabile. Viene utilizzato nella costruzione di tubazioni e container, nella costruzione di portali e nelle applicazioni aerospaziali.
SALDATURA TIG: ECCO COME FUNZIONA Nella saldatura TIG, la corrente necessaria viene fornita tramite un elettrodo di tungsteno, che è resistente alla temperatura e non fonde. Questo elettrodo emette un arco che riscalda e liquefa il materiale. C'è un ugello per il gas di protezione intorno all'elettrodo. Questo protegge il materiale riscaldato dalle reazioni chimiche con l'aria ambiente. A tale scopo vengono utilizzati i gas nobili argon, elio o loro miscele. I gas inerti, cioè non reattivi, impediscono reazioni chimiche con il bagno di saldatura liquido e il materiale riscaldato. Ciò garantisce cordoni di saldatura di alta qualità.
Poiché l'elettrodo di tungsteno non fonde, nella saldatura TIG il materiale d'apporto viene alimentato manualmente o in forma meccanizzata da un trainafilo esterno.
L'ELETTRODO DI TUNGSTENO L'elettrodo di tungsteno è il cuore della saldatura TIG. A 3380 gradi Celsius, il tungsteno ha il più alto punto di fusione di tutti i metalli puri nel sistema periodico. Ciò significa che l'elettrodo non fonde quando emette un arco che riscalda e liquefa il materiale. Gli elettrodi sono prodotti utilizzando un processo di sinterizzazione. Per migliorare le loro proprietà, possono essere legati con additivi ossidici. Gli elettrodi sono codificati a colori in base alla lega:
TUNGSTENO PURO (WP) (VERDE): / Superficie dell'elettrodo liscia e sferica / Problemi di accensione con DC / Bassa capacità di trasporto di corrente
OSSIDO DI TERRE RARE (WS2) (TURCHESE): / utilizzabile per tutti i materiali / ottime caratteristiche di accensione / maggiore durata rispetto agli elettrodi WT o WC
OSSIDO DI CERIO (WC 20) (GRIGIO): / Può essere utilizzato con tutti i materiali / Buone caratteristiche di accensione
OSSIDO DI LANTANIO (WL 20) (BLU): / Maggiore durata rispetto agli elettrodi in tungsteno/torio o tungsteno/ossido di cerio / Proprietà di accensione inferiori
ECCO COME È STRUTTURATO UN IMPIANTO DI SALDATURA TIG: (1) Collegamento alla rete
SFIDA DELLA SALDATURA DELL'ACCIAIO L'ACCIAIO RIMANE IL MATERIALE DI BASE PIÙ DIFFUSO NELLE COSTRUZIONI METALLICHE DAVANTI ALL'ALLUMINIO E ALL'ACCIAIO INOSSIDABILE. La sua elevata resistenza e i bassi costi ne fanno un popolare materiale da costruzione. Di tutti i materiali, l'acciaio è il più facile da saldare. La sfida più grande è mantenere la distorsione del materiale il più bassa possibile. La selezione del processo di saldatura corretto gioca un ruolo importante in questo. ATTI INTERESSANTI SULL'ACCIAIO L'acciaio è composto principalmente da ferro e da un massimo del 2,06% di carbonio. Le leghe con una percentuale maggiore di carbonio sono note come ghisa. Se la proporzione di zolfo e fosforo che accompagna il ferro è inferiore allo 0,025%, si parla di acciaio inossidabile .
Non tutti gli acciai possono anche essere saldati: solo gli acciai puri, cioè le leghe con un contenuto di carbonio inferiore allo 0,22%, sono adatti a questo processo. Di norma, più la lega è impura, più è difficile saldare l'acciaio.
Di particolare importanza sono gli acciai ad alta resistenza e ad altissima resistenza. Oltre alla costruzione leggera nell'industria automobilistica, ad esempio, vengono utilizzati anche per gru mobili, pompe per calcestruzzo, macchine agricole e forestali. Tuttavia, sono più difficili da saldare rispetto alle leghe di acciaio convenzionali. Le istruzioni di lavorazione del produttore devono essere sempre seguite senza fallo.
L'acciaio esiste in una vasta gamma di forme: Acciaio piatto Acciaio tondo Tubi profilati Tubi quadrati
ECCO COME PREPARARE L'ACCIAIO PER LA SALDATURA Pulito Prima della saldatura, rimuovere la sporcizia grossolana dall'acciaio per ottenere buoni risultati. Rimuovere la ruggine Rimuovere le aree arrugginite nel materiale base prima della saldatura in modo che non si verifichino difetti di adesione nel metallo saldato. Rimuovere olio o grasso Il materiale base oleoso rende il processo di saldatura più difficile e può, tra l'altro, causare scarsi risultati. Dovresti quindi rimuovere l'olio dall'acciaio prima della saldatura. Preriscaldare In caso di spessori di materiale superiori, è necessario preriscaldare la parte prima della saldatura per rallentare il tempo di raffreddamento. Ciò impedisce un elevato grado di durezza nella microstruttura, prevenendo a sua volta la formazione di crepe. ------------------------------------------------------------------------------------------------- SFIDA DELLA SALDATURA DELL'ALLUMINIO Insieme all'acciaio, l'alluminio è il materiale da costruzione più utilizzato. Il suo più grande vantaggio è che è altrettanto forte ma pesante solo circa la metà. L'uso dell'alluminio è quindi preferito per le costruzioni leggere.
FATTI INTERESSANTI SULL'ALLUMINIO
Saldatura dell'alluminio L'alluminio puro (Al99.5) non è molto resistente. Tuttavia, viene utilizzato come base per leghe con una resistenza pari a quella dell'acciaio.
La saldatura dell'alluminio è particolarmente difficile perché il materiale è circondato da uno strato di ossido. Questo fonde solo a circa 2015 gradi Celsius, mentre l'alluminio stesso fonde a circa 650 gradi a seconda della lega. Se lo strato di ossido dovesse essere fuso nel modo convenzionale, l'alluminio scapperebbe e la saldatura sarebbe impossibile. È quindi necessario distruggere o spostare l'ossido.
QUALI LEGHE DI ALLUMINIO CI SONO? Le proprietà dell'alluminio puro possono essere modificate utilizzando le leghe. Ad esempio, l'aggiunta di magnesio aumenta notevolmente la resistenza del materiale.
I componenti più importanti delle leghe di alluminio e le loro proprietà sono:
Magnesio (Mg) Resistenza superiore dello 0,3–7%, granulometria più fine Manganese (Mn) Migliore resistenza alla corrosione dello 0,3–1,2%, maggiore resistenza Rame (Cu) circa il 5% in più di resistenza, minore resistenza alla corrosione, importante per la capacità di indurimento Silicio (Si) 12% per colata, riduce il punto di fusione a 577°C, comunque con grani grossolani
SFIDA DELLA SALDATURA DELL'ACCIAIO INOSSIDABILE La saldatura dell'acciaio inossidabile richiede una buona conoscenza dei materiali, poiché le numerose leghe e tipi di acciaio diversi hanno anche proprietà di saldatura diverse. L'obiettivo è mantenere le proprietà positive del materiale anche dopo il processo di saldatura
LA FORMA PIÙ PURA DELL'ACCIAIO Acciaio inossidabile è il termine utilizzato per gli acciai legati e non legati con un grado di purezza particolarmente elevato. La proporzione di zolfo e fosforo, gli elementi che accompagnano il ferro, è inferiore allo 0,025%. L'acciaio inossidabile non deve essere resistente alla ruggine, ma nella vita quotidiana il termine acciaio inossidabile viene generalmente utilizzato solo per riferirsi all'acciaio inossidabile. Saldatura LEGHE Gli elementi di lega più comuni nell'acciaio inossidabile sono cromo, nichel, molibdeno, titanio, niobio, vanadio e cobalto. Da un contenuto minimo del 12% di cromo, l'acciaio inossidabile diventa resistente. Sulla superficie si forma un sottile strato di ossido di cromo a causa dell'influenza dell'ossigeno. Questo protegge l'acciaio sottostante da altre influenze chimiche.
QUALI TIPI DI ACCIAIO ESISTONO? Viene fatta una differenziazione tra diversi tipi di acciaio in base ai componenti della loro struttura:
Acciai austenitici ACCIAI AUSTENITICI Questi acciai sono noti anche come acciai al cromo-nichel (acciai CrNi) e hanno un contenuto di nichel superiore all'8%. Offrono buone proprietà meccaniche, sono resistenti alla corrosione e agli acidi e possono essere lavorati facilmente. Sono utilizzati principalmente in condizioni ambientali aggressive, come nell'industria chimica o alimentare.
Acciai ferritici ACCIAI FERRITICI Esistono due tipi di acciai ferritici. Il loro contenuto di cromo è compreso tra l'11 e il 13% o circa il 17%. I primi sono indicati solo come "inerti alla corrosione" a causa del loro contenuto di cromo inferiore. Vengono utilizzati quando sono importanti una lunga durata e la sicurezza, mentre l'aspetto ottico è meno significativo. Gli esempi includono la costruzione di container, vagoni e veicoli.
Acciai ferritico-austenitici ACCIAI AUSTENITICI FERRITICI (ACCIAIO DUPLEX) A causa della presenza di componenti strutturali sia di ferrite che di austenite, questi acciai inossidabili sono spesso chiamati anche acciai duplex. Combinano due proprietà particolarmente buone: maggiore resistenza come acciaio al cromo-nichel antiruggine e maggiore duttilità e formabilità come acciaio al cromo antiruggine. Grazie alla sua elevata resistenza alla corrosione superficiale, l'acciaio duplex viene utilizzato principalmente nell'industria chimica e petrolchimica, nonché nei progetti offshore.
ACCIAI MARTENSITICI Questi acciai inossidabili hanno un contenuto di cromo del 12–18% e un contenuto di carbonio superiore allo 0,1%. Possono essere temperati riscaldando e raffreddando rapidamente e hanno un'elevata resistenza che aumenta all'aumentare del contenuto di carbonio. Sono utilizzati, ad esempio, nella produzione di lamette da barba, coltelli e forbici. Tuttavia, sono meno resistenti alla corrosione rispetto ad altri acciai inossidabili.
QUALI GAS VENGONO UTILIZZATI NELLA SALDATURA MIG/MAG? La saldatura MAG utilizza gas attivi come CO2 pura o gas misti (argon, CO2, O2) in varie composizioni. Questi sono altamente reattivi. Il processo MAG viene utilizzato per materiali non legati, bassolegati e altolegati.
La saldatura MIG, invece, utilizza gas inerti, cioè non reattivi, come argon ed elio puri o miscele di argon ed elio. Il processo è adatto alla saldatura di materiali come alluminio, rame, magnesio e titanio.
SALDATURA MIG/MAG: IL PROCESSO DI SALDATURA AD ALTA VELOCITÀ La saldatura MIG/MAG è anche chiamata saldatura ad arco metallico a gas. Si distingue tra saldatura a gas inerte (MIG) e saldatura a gas attivo (MAG). MIG/MAG è attualmente il processo di saldatura più utilizzato e consente velocità di saldatura particolarmente elevate. Può essere utilizzato in modo manuale, meccanizzato o supportato da robot.
SALDATURA MIG/MAG: ECCO COME FUNZIONA Nella saldatura MIG/MAG, un metallo d'apporto o un filo di saldatura accende l'arco se tocca il componente. Il filo di consumo viene utilizzato come indennità. Per proteggere l'arco dall'ossigeno reattivo nell'ambiente circostante, un "gas di protezione" fluisce anche attraverso l'ugello del gas. Ciò sopprime l'ossigeno durante la saldatura e quindi previene l'ossidazione sull'arco e sul bagno di fusione.
COS'È LA SALDATURA MIG/MAG? La saldatura MIG/MAG è anche chiamata saldatura ad arco metallico a gas. Si distingue tra saldatura a gas inerte (MIG) e saldatura a gas attivo (MAG). MIG/MAG è attualmente il processo di saldatura più utilizzato e consente velocità di saldatura particolarmente elevate. Può essere utilizzato in modo manuale, meccanizzato o supportato da robot. ALDATURA MIG/MAG: IL PROCESSO DI SALDATURA AD ALTA VELOCITÀ La saldatura MIG/MAG è anche chiamata saldatura ad arco metallico a gas. Si distingue tra saldatura a gas inerte (MIG) e saldatura a gas attivo (MAG). MIG/MAG è attualmente il processo di saldatura più utilizzato e consente velocità di saldatura particolarmente elevate. Può essere utilizzato in modo manuale, meccanizzato o supportato da robot.
SALDATURA MIG/MAG: ECCO COME FUNZIONA Nella saldatura MIG/MAG, un metallo d'apporto o un filo di saldatura accende l'arco se tocca il componente. Il filo di consumo viene utilizzato come indennità. Per proteggere l'arco dall'ossigeno reattivo nell'ambiente circostante, un "gas di protezione" fluisce anche attraverso l'ugello del gas. Ciò sopprime l'ossigeno durante la saldatura e quindi previene l'ossidazione sull'arco e sul bagno di saldatura. QUALI GAS VENGONO UTILIZZATI NELLA SALDATURA MIG/MAG? La saldatura MAG utilizza gas attivi come CO2 pura o gas misti (argon, CO2, O2) in varie composizioni. Questi sono altamente reattivi. Il processo MAG viene utilizzato per materiali non legati, bassolegati e altolegati.
La saldatura MIG, invece, utilizza gas inerti, cioè non reattivi, come argon ed elio puri o miscele di argon ed elio. Il processo è adatto alla saldatura di materiali come alluminio, rame, magnesio e titanio.
-------------------------------------
CHE COS'È LA SALDATURA TIG? La saldatura a gas inerte di tungsteno (saldatura TIG) è un processo di saldatura a gas schermato ed è uno dei processi di saldatura per fusione. Viene utilizzato ovunque siano richiesti cordoni di saldatura di ottima qualità e privi di spruzzi. La saldatura TIG è adatta, tra l'altro, per acciai inossidabili, alluminio e leghe di nichel, nonché per lamiere sottili in alluminio e acciaio inossidabile. Viene utilizzato nella costruzione di tubazioni e container, nella costruzione di portali e nelle applicazioni aerospaziali.
SALDATURA TIG: CUCITURE PULITE, CONNESSIONI STABILI La saldatura a gas inerte di tungsteno (saldatura TIG) è un processo di saldatura a gas schermato ed è uno dei processi di saldatura per fusione. Viene utilizzato ovunque siano richiesti cordoni di saldatura di ottima qualità e privi di spruzzi. La saldatura TIG è adatta, tra l'altro, per acciai inossidabili, alluminio e leghe di nichel, nonché per lamiere sottili in alluminio e acciaio inossidabile. Viene utilizzato nella costruzione di tubazioni e container, nella costruzione di portali e nelle aerospaziali.
SALDATURA TIG: ECCO COME FUNZIONA Nella saldatura TIG, la corrente necessaria viene fornita tramite un elettrodo di tungsteno, che è resistente alla temperatura e non fonde. Questo elettrodo emette un arco che riscalda e liquefa il materiale. C'è un ugello per il gas di protezione intorno all'elettrodo. Questo protegge il materiale riscaldato dalle reazioni chimiche con l'aria ambiente. A tale scopo vengono utilizzati i gas nobili argon, elio o loro miscele. I gas inerti, cioè non reattivi, impediscono reazioni chimiche con il bagno di saldatura liquido e il materiale riscaldato. Ciò garantisce cordoni di saldatura di alta qualità. Poiché l'elettrodo di tungsteno non si fonde, nella saldatura TIG il materiale d'apporto viene alimentato manualmente o in forma meccanizzata da un trainafilo esterno. L'ELETTRODO DI TUNGSTENO L'elettrodo di tungsteno è il cuore della saldatura TIG. A 3380 gradi Celsius, il tungsteno ha il più alto punto di fusione di tutti i metalli puri nel sistema periodico. Ciò significa che l'elettrodo non si fonde quando emette un arco che riscalda e liquefa il materiale. Gli elettrodi sono prodotti utilizzando un processo di sinterizzazione. Per migliorare le loro proprietà, possono essere legati con additivi ossidici. Gli elettrodi sono codificati a colori in base alla lega:
TUNGSTENO PURO (WP) (VERDE): / Superficie dell'elettrodo liscio e sferico / Problemi di accensione con CC / Bassa capacità di trasporto di corrente OSSIDO DI TERRE RARE (WS2) (TURCHESE): / utilizzabile per tutti i materiali / ottime caratteristiche di accensione / maggiore durata rispetto agli elettrodi WT o WC OSSIDO DI CERIO (WC 20) (GRIGIO): / Utilizzabile con tutti i materiali / Buone caratteristiche di accensione OSSIDO DI LANTANIO (WL 20) (BLU): / Maggiore durata rispetto agli elettrodi in tungsteno/torio o tungsteno/ossido di cerio / Proprietà di accensione inferiori
SALDATURA TIG: CUCITURE PULITE, CONNESSIONI STABILI La saldatura a gas inerte di tungsteno (saldatura TIG) è un processo di saldatura a gas schermato ed è uno dei processi di saldatura per fusione. Viene utilizzato ovunque siano richiesti cordoni di saldatura di ottima qualità e privi di spruzzi. La saldatura TIG è adatta, tra l'altro, per acciai inossidabili, alluminio e leghe di nichel, nonché per lamiere sottili in alluminio e acciaio inossidabile. Viene utilizzato nella costruzione di tubazioni e container, nella costruzione di portali e nelle applicazioni aerospaziali. SALDATURA TIG: ECCO COME FUNZIONA Nella saldatura TIG, la corrente necessaria viene fornita tramite un elettrodo di tungsteno, che è resistente alla temperatura e non fonde. Questo elettrodo emette un arco che riscalda e liquefa il materiale. C'è un ugello per il gas di protezione intorno all'elettrodo. Questo protegge il materiale riscaldato dalle reazioni chimiche con l'aria ambiente. A tale scopo vengono utilizzati i gas nobili argon, elio o loro miscele. I gas inerti, cioè non reattivi, impediscono reazioni chimiche con il bagno di saldatura liquido e il materiale riscaldato. Ciò garantisce cordoni di saldatura di alta qualità. Poiché l'elettrodo di tungsteno non si fonde, nella saldatura TIG il materiale d'apporto viene alimentato manualmente o in forma meccanizzata da un trainafilo esterno. L'ELETTRODO DI TUNGSTENO L'elettrodo di tungsteno è il cuore della saldatura TIG. A 3380 gradi Celsius, il tungsteno ha il più alto punto di fusione di tutti i metalli puri nel sistema periodico. Ciò significa che l'elettrodo non si fonde quando emette un arco che riscalda e liquefa il materiale. Gli elettrodi sono prodotti utilizzando un processo di sinterizzazione. Per migliorare le loro proprietà, possono essere legati con additivi ossidici. Gli elettrodi sono codificati a colori in base alla lega:
SEMPLICE, VERSATILE, EFFICACE La saldatura ad elettrodo nota anche come saldatura ad arco manuale, saldatura ad elettrodo manuale, saldatura ad arco metallico manuale o saldatura ad arco metallico schermato (SMAW) è solitamente il primo processo di saldatura che viene insegnato ai saldatori durante l'addestramento. È facile da imparare, ma offre già informazioni sul modo in cui funzionano i sistemi di saldatura e sul rapporto tra metalli e tensione elettrica. La saldatura con l'elettrodo a barra offre numerosi vantaggi rispetto ai processi MIG/MAG e TIG. In linea di principio, quasi tutti i materiali possono essere saldati mediante saldatura ad elettrodo. Il processo viene utilizzato principalmente nella costruzione di acciaio e tubazioni, ma viene utilizzato anche nel commercio e nell'industria dei metalli. La saldatura ad arco metallico manuale consente qualsiasi tipo di cordone di saldatura e posizione, indipendentemente dal fatto che si tratti di posizioni ristrette o sopraelevate, cordoni verticali verso l'alto o saldature terminali verticali. Inoltre, il saldatore non dipende dai gas di protezione e può tranquillamente lavorare all'esterno, anche in condizioni atmosferiche sfavorevoli come vento o pioggia.
SALDATURA MANUALE AD ARCO METALLICO: ECCO COME FUNZIONA Nella saldatura ad elettrodo, il contatto tra l'elettrodo a barra e il pezzo in lavorazione innesca l'arco. Questo crea un cortocircuito per una frazione di secondo tra i due poli, il che significa che la corrente può quindi fluire. L'arco brucia tra il pezzo e l'elettrodo. Questo crea il calore di fusione richiesto. Tramite il filo di anima consumabile e il rivestimento, anch'esso consumabile, l'elettrodo alimenta anche la scoria protettiva e il mantello del gas. La saldatura ad arco manuale richiede una bassa tensione e un alto amperaggio. Il sistema di saldatura converte la tensione di rete disponibile in una tensione di saldatura notevolmente inferiore. Allo stesso tempo, fornisce l'amperaggio richiesto, che consente anche di regolare e regolare la fonte di alimentazione. Nella saldatura manuale ad arco metallico, l'amperaggio è il parametro più importante per la qualità delle connessioni. Deve quindi rimanere il più costante possibile, anche se la lunghezza dell'arco cambia. Per garantire ciò, i generatori per la saldatura ad elettrodo hanno sempre caratteristiche di abbassamento.
A el magutt piace questo messaggio.
el magutt
Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
Titolo: Re: Saldatura appunti da manuale Dom Set 03, 2023 11:53 am
Posizioni di saldatura La norma di riferimento in Europa per la definizione della posizione di saldatura in funzione dell'asse del cordone e della rotazione della sua faccia relativamente al piano orizzontale è la EN-ISO 6947 che definisce anche una serie di posizioni principali applicabili a diverse tipologie di giunto eseguibili su pezzi piani e assialsimmetrici, come di seguito decritto: così come di seguito decritto:
POSIZIONE PA: in piano
In questa posizione l'asse del cordone e la sua faccia sono entrambi paralleli al piano orizzontale e la faccia si trova al di sopra di esso.
POSIZIONE PB: piana frontale
La posizione PB si verifica nei giunti ad angolo . In questa posizione il cordone, la cui faccia è tutta al di sopra del piano di riferimento, viene realizzato con asse parallelo al piano orizzontale con faccia inclinata di 45° rispetto allo stesso.
POSIZIONE PC: frontale
Nella posizione PC l'asse del cordone è sempre parallelo al piano orizzontale, la faccia invece è inclinata di 90°rispetto ad esso.
POSIZIONE PD: sopratesta frontale
La posizione PD è simile alla posizione PB con la sola differenza che la faccia del cordone di saldatura è al di sotto del piano di riferimento.
POSIZIONE PE: sopratesta
La posizione PE è simile alla posizione PA con la sola differenza che la faccia del cordone di saldatura è al di sotto del piano di riferimento.
POSIZIONE PF: verticale ascendente
Nella posizione PF l'asse del cordone di saldatura e la sua faccia sono inclinati di 90° gradi rispetto al piano orizzontale . Il cordone è realizzato partendo dal basso e andando verso l'alto.
POSIZIONE PG: verticale discendente
Nella posizione PG l'asse del cordone di saldatura e la sua faccia sono inclinati di 90° rispetto al piano orizzontale. Il cordone è realizzato partendo dall'alto andando verso il basso.
POSIZIONE PH: saldatura dei tubi dal basso verso l'alto
Nella posizione PH il cordone di saldatura è realizzato in due semicirconferenze effettuate dal basso verso l'alto.
POSIZIONE PJ: saldatura dei tubi dall'alto verso il basso
Nella posizione PJ il cordone di saldatura eè realizzato in due semicirconferenze effettuate dall'alto verso il basso.
POSIZIONE PK : saldatura orbitale dei tubi
Nella posizione PK il cordone di saldatura è esteso in un unica soluzione partendo normalmente dal culmine e muovendosi in senso orario oppure antiorario.
el magutt
Messaggi : 13042 Data di iscrizione : 09.11.13 Età : 66 Località : leno lombardia brescia
Titolo: Re: Saldatura appunti da manuale Mer Mar 13, 2024 4:35 pm
Saldatura a elettrodo e saldatura ad arco
La saldatura manuale ad arco (saldatura elettrica manuale EN ISO 4063: processo 111) è uno dei più antichi processi di saldatura elettrica per materiali metallici, utilizzato ancora oggi. Nel 1891, Nikolai Gawrilowitsch Slawjanow sostituì gli elettrodi di carbonio utilizzati fino a quel momento per la saldatura ad arco con una bacchetta metallica che fungeva sia da portatore d'arco che da riempitivo di saldatura. Poiché i primi elettrodi a barra non erano rivestiti, il punto di saldatura non era protetto dall'ossidazione. Pertanto, questi elettrodi erano difficili da saldare.
Come fonte di calore per la saldatura si utilizza un arco elettrico tra un elettrodo che fonde il metallo d'apporto e il pezzo da saldare. A causa dell'alta temperatura dell'arco, il materiale viene fuso nel punto di saldatura. I trasformatori di saldatura (trasformatori di campo libero), con o senza raddrizzatori di saldatura, convertitori di saldatura o inverter di saldatura, fungono da fonti di alimentazione per la saldatura. A seconda dell'applicazione e del tipo di elettrodo, la saldatura può essere eseguita in corrente continua o in corrente alternata.
Gli elettrodi a bastoncino rivestiti, ad esempio per gli acciai non legati secondo la norma ISO 2560-A, sviluppano gas e scorie di saldatura durante la fusione. I gas del rivestimento stabilizzano l'arco e proteggono il bagno di saldatura dall'ossidazione dell'ossigeno atmosferico. La scoria di saldatura ha una densità inferiore a quella del metallo fuso, viene lavata sulla saldatura e fornisce un'ulteriore protezione della saldatura contro l'ossidazione. Un altro effetto auspicabile della scoria di saldatura è la riduzione delle tensioni di ritiro dovute al raffreddamento più lento, in quanto il componente ha più tempo per sviluppare nuovamente la deformazione plastica.
A causa del bombardamento di elettroni, l'anodo (polo positivo) si riscalda maggiormente. Nella maggior parte dei processi di saldatura, gli elettrodi consumabili sono utilizzati come anodi, ovvero il pezzo da saldare è utilizzato come catodo (polo negativo). Nel caso degli elettrodi a bastoncino rivestiti, la polarità dipende dal rivestimento dell'elettrodo. Se il rivestimento è costituito da componenti scarsamente ionizzabili, come nel caso degli elettrodi basici, l'elettrodo viene saldato sul polo positivo più caldo, altrimenti sul polo negativo a causa del minore carico di corrente.
Il principale campo di applicazione della saldatura manuale ad arco è la costruzione di acciaio e tubazioni. La saldatura a elettrodo è preferita nell'area di assemblaggio a causa delle velocità di saldatura notevolmente inferiori, in quanto lo sforzo della macchina è relativamente basso rispetto ad altri processi. La saldatura a elettrodo può essere eseguita senza problemi anche in condizioni atmosferiche sfavorevoli, come vento e pioggia, il che è particolarmente importante per i lavori all'aperto. Un altro vantaggio è che, a differenza di altri processi, spesso la saldatura può essere eseguita senza difetti anche se il giunto non è completamente lucido dal punto di vista metallico.
3. Saldatura MIG - MAG (saldatura con gas inerte)
La saldatura parzialmente meccanizzata ad arco di gas metallico (MSG), indicata a scelta come saldatura MIG (saldatura ad arco di metallo con gas inerti, EN ISO 4063: processo 131) o saldatura MAG (saldatura ad arco di metallo con gas attivi, cioè reattivi, EN ISO 4063: processo 135), è un processo di saldatura ad arco in cui il filo di fusione viene alimentato continuamente da un motore a velocità variabile. I diametri comuni del filo di saldatura sono compresi tra 0,8 e 1,2 mm (raramente 1,6 mm). Contemporaneamente all'alimentazione del filo, il gas di protezione o il gas miscelato vengono forniti al punto di saldatura tramite un ugello a una velocità di circa 10 l/min (regola empirica: flusso volumetrico di gas di protezione 10 l/min per mm di diametro del filo di saldatura). Questo gas protegge il metallo liquido sotto l'arco dall'ossidazione, che indebolirebbe la saldatura. La saldatura con gas attivo metallico (MAG) utilizza CO2 puro o un gas misto di argon e piccole quantità di CO2 e O2 (ad esempio "Corgon"). A seconda della loro composizione, il processo di saldatura (penetrazione, dimensione delle gocce, perdite di spruzzi) può essere influenzato attivamente; nella saldatura a gas inerte metallico (MIG), l'argon viene utilizzato come gas nobile e, meno frequentemente, il costoso gas nobile elio. Il processo MAG è utilizzato principalmente per gli acciai, il processo MIG preferibilmente per i metalli non ferrosi.
Opzionalmente, per la saldatura ad arco con gas metallici possono essere utilizzati fili animati, detti anche fili tubolari (con saldatura a gas attivo EN ISO 4063: processo 136, con gas inerte EN ISO 4063: processo 137). Possono essere dotati di una scoria e, eventualmente, di additivi leganti all'interno. Hanno la stessa funzione dei rivestimenti dell'elettrodo a bastoncino. Da un lato, gli ingredienti contribuiscono al volume di saldatura, dall'altro formano una scoria sul cordone di saldatura e proteggono il cordone dall'ossidazione. Quest'ultimo aspetto è particolarmente importante quando si saldano acciai inossidabili, poiché l'ossidazione, il cosiddetto "appannamento" del cordone, deve essere evitato anche dopo che la torcia è stata spostata e quindi la campana del gas di protezione è stata spostata.
Storia dei processi MIG-MAG La saldatura MIG-MAG è stata utilizzata per la prima volta negli Stati Uniti nel 1948 nella variante con gas inerte o gas nobile, all'epoca chiamata anche saldatura SIGMA (shielded inert gas metal arc).
In Unione Sovietica, a partire dal 1953, al posto dei costosi gas nobili come l'argon o l'elio, venne utilizzato un gas attivo per la saldatura: l'anidride carbonica (CO2). Questo è stato possibile solo perché nel frattempo sono stati sviluppati elettrodi a filo per compensare la maggiore bruciatura di elementi leganti nella saldatura a gas attivo.
In Austria, nel 2005, è stata sviluppata la saldatura CMT (Cold Metal Transfer) per la produzione in serie, in cui la corrente di saldatura è pulsata e il filo d'apporto viene spostato avanti e indietro ad alta frequenza per ottenere un distacco mirato delle gocce con un basso apporto di calore.
4. taglierina al plasma
La taglierina al plasma è composta da una fonte di alimentazione, un manipolo, un cavo di massa, una linea di alimentazione e una linea di alimentazione dell'aria compressa. Il plasma è un gas elettricamente conduttivo con una temperatura di circa 30.000 °C. L'arco è solitamente generato da un arco al plasma. L'arco viene solitamente acceso con un'accensione ad alta frequenza e ristretto all'uscita da un ugello di rame isolato, solitamente raffreddato ad acqua. Alcuni sistemi utilizzano anche l'accensione ad arco sollevato, utilizzata anche nelle saldatrici TIG. In queste unità, la torcia viene posizionata sul pezzo da saldare all'interfaccia e viene erogata una piccola corrente che non è sufficiente a danneggiare la torcia. Il flusso di gas spinge la torcia fuori dalla superficie del pezzo, l'arco si accende e l'elettronica della sorgente di saldatura aumenta la corrente fino alla forza necessaria per il taglio. L'alta densità di energia dell'arco fonde il metallo che viene spazzato via da un getto di gas, creando il taglio. Spesso si usa l'aria compressa come gas per il soffiaggio. Per ottenere un taglio migliore, si utilizzano anche miscele di gas protettivi che impediscono o indeboliscono l'ossidazione. Una caratteristica dei giunti di taglio al plasma è l'arrotondamento del bordo nel punto di ingresso.
Il processo presenta una serie di vantaggi rispetto ad altri processi di saldatura per fusione. In combinazione con la saldatura TIG a impulsi e la saldatura TIG in corrente alternata, è possibile unire qualsiasi materiale adatto alla saldatura per fusione. La saldatura TIG non produce praticamente schizzi di saldatura; il rischio per la salute derivante dai fumi di saldatura è relativamente basso. Un vantaggio particolare della saldatura TIG è che non utilizza un elettrodo di fusione. L'aggiunta di metallo d'apporto e l'intensità di corrente sono quindi disaccoppiate. Il saldatore può adattare in modo ottimale la corrente di saldatura all'attività di saldatura e deve aggiungere solo la quantità di metallo d'apporto necessaria in quel momento. Ciò rende il processo particolarmente adatto alla saldatura di passate in radice e alla saldatura in posizioni vincolate. Grazie all'apporto di calore relativamente basso e su piccola scala, la distorsione di saldatura dei pezzi è minore rispetto ad altri processi. Grazie all'elevata qualità del cordone di saldatura, il processo TIG è preferibile quando la velocità di saldatura è meno importante dei requisiti di qualità. Si tratta, ad esempio, di applicazioni nella costruzione di condotte e apparecchiature, nella costruzione di centrali elettriche o nell'industria chimica. Il sistema di saldatura TIG è costituito da una fonte di alimentazione, che nella maggior parte dei casi può essere commutata in saldatura a corrente continua o a corrente alternata, e da una torcia di saldatura, che è collegata alla fonte di alimentazione da un pacchetto di tubi flessibili. Il pacchetto di tubi contiene la linea di alimentazione della saldatura, l'alimentazione del gas di protezione, la linea di controllo e, nel caso di torce più grandi, l'alimentazione e il ritorno dell'acqua di raffreddamento.
5. Saldatura al plasma
Nella saldatura al plasma (saldatura al plasma con gas inerte metallico, EN ISO 4063: processo 151), un getto di plasma funge da fonte di calore. Il plasma è un gas elettricamente conduttivo altamente riscaldato da un arco. Nella torcia al plasma, il gas plasma (argon) che scorre viene ionizzato da impulsi ad alta frequenza e si accende un arco ausiliario (arco pilota). Questo brucia tra l'elettrodo di tungsteno polarizzato negativamente e l'anodo formato da un ugello e ionizza la colonna di gas tra l'ugello e il pezzo polarizzato positivamente. Ciò rende possibile l'accensione dell'arco senza contatto. Le miscele di gas di argon e idrogeno o argon ed elio sono comunemente utilizzate come gas di plasma per proteggere la fusione dall'ossidazione e per stabilizzare l'arco. La piccola aggiunta di elio o idrogeno rafforza la penetrazione e quindi aumenta la velocità di saldatura. La costrizione del plasma attraverso l'ugello di rame raffreddato ad acqua in una colonna di gas quasi cilindrica determina una maggiore concentrazione di energia rispetto alla saldatura TIG, rendendo possibili velocità di saldatura più elevate. Le distorsioni e le sollecitazioni sono quindi inferiori rispetto alla saldatura TIG. Grazie all'arco di plasma stabile anche alle correnti più basse (meno di 1 A) e all'insensibilità alle variazioni della distanza tra l'ugello e il pezzo, il processo viene utilizzato anche nella tecnologia di microsaldatura. Con il processo di microsaldatura al plasma (intervallo di corrente di saldatura 0,5-15 A), è possibile saldare lamiere di 0,1 mm. La saldatura al plasma pinhole o keyhole viene utilizzata a partire da uno spessore della lamiera di 3 mm e, a seconda del materiale da saldare, può essere utilizzata fino a uno spessore di 10 mm per la saldatura monostrato senza preparazione del cordone. I principali settori di applicazione sono la costruzione di serbatoi e apparecchiature, la costruzione di condotte e il settore aerospaziale.
6. Saldatura a gas inerte di tungsteno (TIG)
La saldatura con gas inerte di tungsteno (saldatura TIG, EN ISO 4063: Processo 141) è nata negli Stati Uniti, dove è stata conosciuta nel 1936 con il nome di saldatura ad argonarc. Solo all'inizio degli anni Cinquanta ha cominciato ad essere accettata in Europa. Nei Paesi di lingua inglese, il processo è chiamato TIG o GTAW. TIG sta per Tungsten Inert Gas Welding (saldatura a gas inerte) e GTAW per Gas Tungsten Arc Welding (saldatura ad arco di tungsteno). Entrambe le abbreviazioni contengono la parola "tungsten", che è il termine inglese per indicare il tungsteno.
Esistono due modi per accendere l'arco: l'accensione a contatto e l'accensione ad alta frequenza: Nell'accensione a contatto storica (accensione a percussione o a scriba), simile alla saldatura a elettrodo, l'elettrodo di tungsteno viene brevemente colpito contro il pezzo da saldare, come un fiammifero, creando così un cortocircuito. Dopo aver sollevato l'elettrodo dal pezzo, l'arco tra l'elettrodo di tungsteno e il pezzo brucia. Uno dei principali svantaggi di questo processo è che ogni volta che l'elettrodo di tungsteno viene acceso, un po' di materiale rimane nel bagno fuso come corpo estraneo, a causa delle elevate temperature di fusione del tungsteno. Per questo motivo, spesso si utilizzava una lastra di rame separata, appoggiata sul pezzo, per l'accensione. L'accensione ad alta frequenza ha praticamente sostituito quella a spazzola. Nell'accensione ad alta frequenza, un generatore di impulsi ad alta tensione che applica una tensione elevata all'elettrodo di tungsteno ionizza il gas tra l'elettrodo e il pezzo, accendendo l'arco. Il generatore di impulsi ad alta tensione ha un'intensità di corrente innocua. Una variante dell'accensione a contatto è l'accensione ad arco sollevato. L'elettrodo viene posizionato direttamente sul pezzo da saldare. La corrente che scorre è minima, ma non sufficiente a danneggiare l'elettrodo. Quando si solleva la torcia, l'arco di plasma si accende e l'elettronica della saldatrice aumenta la corrente all'amperaggio di saldatura. Il vantaggio di questo metodo è quello di evitare le interferenze elettromagnetiche che possono verificarsi con l'accensione ad alta frequenza.
Di solito per la saldatura si utilizza il gas nobile argon, più raramente l'elio o una miscela di entrambi i gas. L'elio, relativamente costoso, viene utilizzato per la sua migliore conducibilità termica, al fine di aumentare l'apporto di calore. Nel caso degli acciai inossidabili austenitici, piccole quantità di idrogeno nel gas di protezione possono ridurre la viscosità della massa fusa e aumentare la velocità di saldatura (non si tratta più di un gas inerte ma di un gas riducente, si veda la modifica prevista alla norma EN ISO 4063).
Il gas di protezione viene alimentato attraverso l'ugello del gas fino al punto di saldatura. La regola empirica è: diametro interno dell'ugello del gas = 1,5 × larghezza del bagno di saldatura. La quantità di gas di protezione dipende, tra l'altro, dalla forma del cordone, dal materiale, dalla posizione di saldatura, dal gas di protezione e dal diametro dell'ugello; per informazioni al riguardo, consultare le schede tecniche del produttore.
La saldatura TIG può essere eseguita con o senza metallo d'apporto. Come per la saldatura per fusione a gas, per la saldatura manuale si utilizzano solitamente metalli d'apporto a forma di bacchetta. Tuttavia, bisogna assolutamente evitare di confondersi con le bacchette per la saldatura a gas, poiché le composizioni chimiche sono diverse.
Nella saldatura TIG si distingue tra saldatura in corrente continua e in corrente alternata. La saldatura a corrente continua con un elettrodo a polarità negativa è utilizzata per saldare tutti i tipi di acciai, metalli non ferrosi e loro leghe. La saldatura in corrente alternata, invece, è utilizzata principalmente per la saldatura di metalli leggeri come l'alluminio e il magnesio. In casi particolari, i metalli leggeri vengono saldati anche in corrente continua e con un elettrodo positivo. A tale scopo si utilizzano speciali torce di saldatura con un elettrodo di tungsteno molto spesso e l'elio come gas di protezione. La polarità positiva dell'elettrodo di tungsteno è necessaria per i metalli leggeri, che di solito formano sulla loro superficie uno strato di ossido duro con un punto di fusione molto elevato (come l'ossido di alluminio e l'ossido di magnesio). Questo strato di ossido si rompe quando il pezzo ha una polarità negativa, poiché il pezzo funge ora da polo emettitore di elettroni e vengono scaricati ioni negativi di ossigeno.
La BGI 746 (Manipolazione di elettrodi di tungsteno contenenti ossido di torio per la saldatura con gas inerte di tungsteno (TIG)) contiene informazioni sulla manipolazione sicura di elettrodi di tungsteno contenenti ossido di torio per la saldatura con gas inerte di tungsteno e descrive le misure di protezione necessarie da adottare per escludere i possibili rischi derivanti dalla manipolazione di questi elettrodi o per ridurli a un livello accettabile. Ciò è necessario a causa della bassa radioattività del torio e delle polveri nocive del metallo pesante. Grazie alla disponibilità di elettrodi di tungsteno legati con lantanio o terre rare, oggi è possibile rinunciare all'uso di elettrodi di tungsteno legati al torio.
TIG - saldatura a impulsi
Un ulteriore sviluppo della saldatura TIG è la saldatura a corrente pulsata. Nella saldatura TIG a impulsi, la corrente di saldatura pulsa tra una corrente di base e una corrente a impulsi con frequenze, altezze e larghezze di corrente di base e di impulso variabili. La frequenza dell'impulso, la larghezza dell'impulso e l'altezza dell'impulso possono essere regolate separatamente. Il TIG a impulsi con corrente variabile può essere effettuato solo con attrezzature di saldatura speciali (inverter di saldatura). L'apporto di calore finemente regolabile nella saldatura TIG a impulsi consente una buona saldatura a ponte, una buona saldatura in radice e una buona saldatura in posizioni vincolate. I difetti di saldatura all'inizio e alla fine del cordone, come nel caso della saldatura dei tubi, sono evitati.
Tutte le descrizioni si riferiscono alla saldatura TIG manuale o parzialmente meccanizzata con metallo d'apporto principalmente di ø 1,6 mm. Con la saldatura a impulsi di metalli leggeri (in particolare: AA6061), è possibile ottenere la fusione in superficie e quindi evitare la fusione passante con lamiere sottili < 1,0 mm. Soprattutto con le saldature di raccordo, l'angolo viene catturato prima che con la saldatura standard a corrente costante. Anche le lamiere con uno spessore di 0,6 mm sono state saldate perfettamente di testa, in quanto la stabilità dell'arco e l'apporto di calore concentrato consentono di ottenere un piccolo bagno di fusione definito. Il tacking è il problema principale quando c'è una fessura e quindi l'ossigeno ha accesso al lato della radice. L'influenza della lega dell'elettrodo di tungsteno e della composizione del gas di protezione è importante; questi parametri influenzano il processo in modo significativo.
7. scopo della saldatura
Nella definizione si distingue tra saldatura per giunti e saldatura per accumulo in base allo scopo della saldatura. La saldatura per giunzione è l'unione (DIN 8580) di pezzi, ad esempio con una giunzione longitudinale di un tubo. La saldatura per deposizione è il rivestimento (DIN 8580) di un pezzo mediante saldatura. Se il materiale di base e il materiale di rivestimento sono diversi, si distingue tra strati di rivestimento, rivestimento e tamponamento.
La saldatura per fusione è una saldatura con flusso di fusione localizzato, senza applicazione di forza, con o senza metallo d'apporto dello stesso tipo (ISO 857-1). A differenza della saldatura, la temperatura del liquido dei materiali di base viene superata. In linea di principio, tutti i materiali che possono essere trasferiti alla fase fusa possono essere uniti mediante saldatura. La saldatura viene utilizzata più frequentemente per la giunzione coesiva di metalli, termoplastici o vetro, sia per i prodotti di consumo che per la giunzione di fibre di vetro nella tecnologia delle comunicazioni. A seconda del processo di saldatura, il collegamento avviene con un cordone di saldatura o con una saldatura a punti, e nel caso della saldatura per attrito anche su un'ampia superficie. L'energia necessaria per la saldatura viene fornita dall'esterno. Il termine saldatura per traiettoria viene utilizzato per la saldatura automatizzata quando vengono utilizzati dei robot.
a. Influenza della saldatura sul materiale di base.
Il materiale di base può presentare proprietà avverse a causa del calore di saldatura e del successivo raffreddamento relativamente rapido. A seconda del materiale e dei processi di raffreddamento, ad esempio, può verificarsi un indurimento o un infragilimento. Inoltre, nella transizione tra il cordone di saldatura e il materiale di base possono verificarsi elevate tensioni residue. Questo fenomeno può essere contrastato con una serie di contromisure in produzione. Queste includono misure tecniche di saldatura, come la scelta di processi di saldatura, materiali d'apporto e processi di trattamento post-saldatura adeguati, il preriscaldamento del pezzo, nonché misure di progettazione e produzione, come la corretta sequenza di saldatura e quindi di assemblaggio, la scelta di forme di giunzione adeguate e, se disponibile, la scelta del materiale di base corretto.
b. Estensione della durata di vita attraverso metodi di post-trattamento.
La resistenza operativa e la durata delle strutture in acciaio saldate sottoposte a carichi dinamici sono in molti casi determinate dai cordoni di saldatura, in particolare dalle transizioni tra i cordoni. Con un post-trattamento mirato delle transizioni mediante molatura, sabbiatura, pallinatura, martellatura ad alta frequenza, ecc. la durata di vita può essere notevolmente aumentata con mezzi semplici in molte costruzioni.
c. Saldabilità dell'acciaio.
Gli acciai con un contenuto di carbonio superiore allo 0,22% sono considerati saldabili solo in misura limitata; sono necessarie misure aggiuntive come il preriscaldamento. Tuttavia, il contenuto di carbonio dell'acciaio da solo non è determinante per la saldabilità, poiché questa è influenzata anche da molti altri elementi di lega. Per la valutazione si tiene quindi conto del carbonio equivalente (CEV). Per molti componenti, a seconda del progetto e del materiale, sono necessarie misure aggiuntive per prevenire cricche e fratture (fratture a terrazza), preriscaldamento o raffreddamento lento, distensione o saldatura tampone. In generale, gli acciai ad alta lega o ad alto tenore di leghe sono più difficili da saldare e richiedono conoscenze e controlli speciali da parte del fabbricante. Per questo motivo, oltre ai saldatori certificati obbligatori, in tutte le aziende viene nominato un supervisore responsabile della saldatura. In assenza di tale nomina, il titolare dell'azienda è automaticamente responsabile della saldatura. A partire dalla classe B, è necessario impiegare personale di saldatura appositamente formato, come ingegneri/tecnici di saldatura, per garantire la necessaria supervisione tecnica del lavoro di saldatura.